



















OM-356 Page 28
4-13. High Frequency Control
Ref. ST-801 972
Y Do not use high frequency while Shielded Metal Arc Weld-
ing (SMAW).
1 High Frequency Control
For GTAW, use control to set HF intensity. Set as low as possible.
Application:
If HF is present at the tungsten, the control is set high enough.
Arc rectification can occur when welding above 200 amps and/or
while welding with helium gas. If this condition occurs, increasing the
HF Intensity control towards maximum, may help to restabilize the
arc.
. As high frequency intensity is increased, the possibility of inter-
fering with local electronic devices, especially communication
equipment, also increases. Set control as low as possible to
avoid such interference.
1
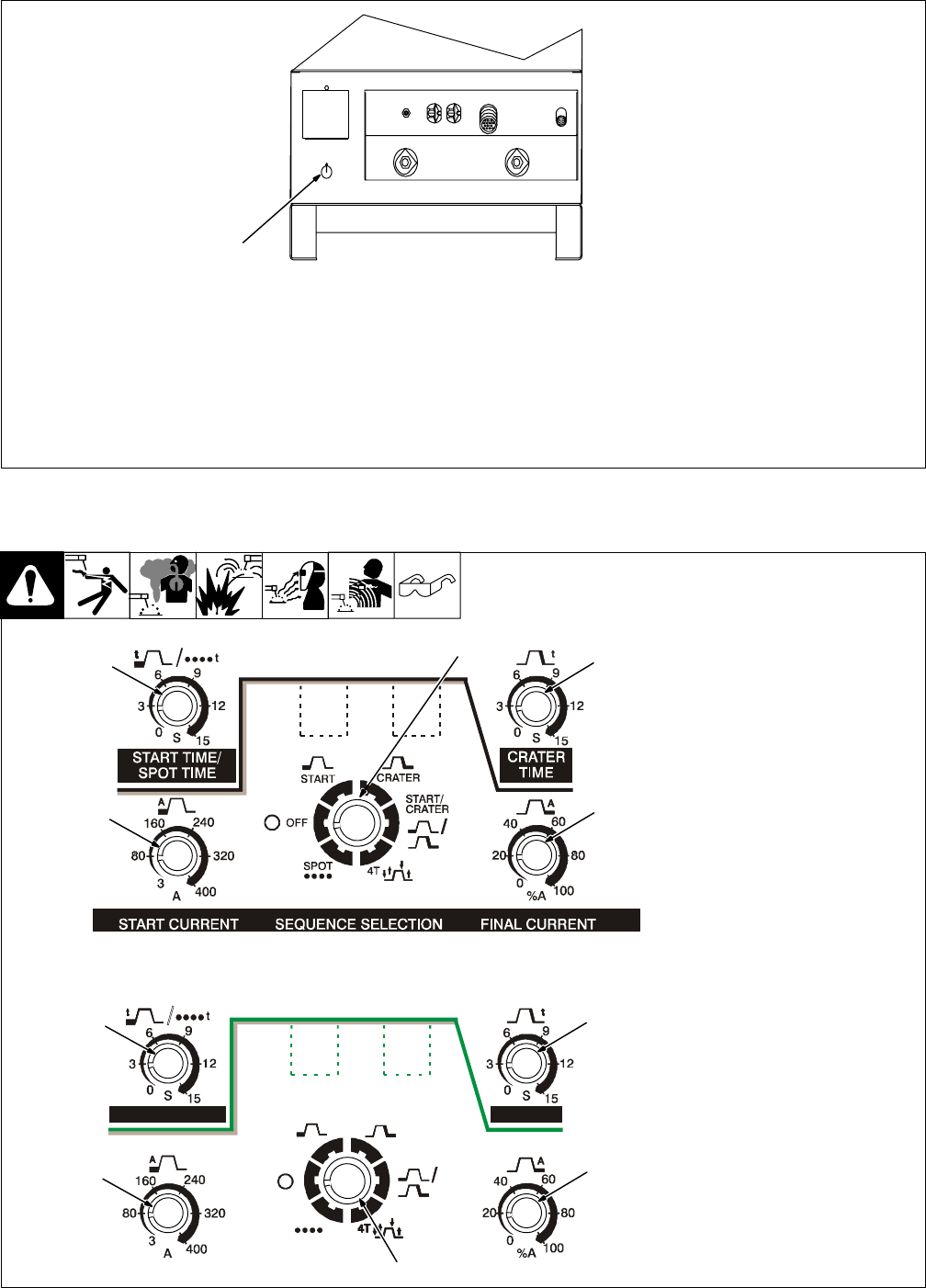
4-14. Optional Sequence Controls
1 Sequence Selection Switch
See Section 4-15.
2 Start Time/Spot Time Control
See Section 4-16.
3 Start Current Control
See Section 4-16.
4 Crater Time Control
See Section 4-17.
5 Final Current Control
See Section 4-17.
Ref. ST-191 372
4
2
1
3
5
4
2
1
3
5
(CE Nameplate Only)