



















)*,.#)(
)E:G6I>C<I=:HI6GI:GBDIDG;DGBDG:I=6CH:8
DC9H86C96B6<:I=:BDIDG#;I=::C<>C:;6>AHID
HI6GIG:A:6H:I=:HL>I8=6C9L6>IH:8DC9H
7:;DG:DE:G6I>DCI=:HI6GI:G6<6>CD().EJH=
I=:-.,.7JIIDCL=>A:I=::C<>C:>HGJCC>C<
7:86JH:I=>H86C96B6<:I=:G>C<<:6G6C9DGI=:
HI6GI:GBDIDG
------------------------------------------------------------------------
().: When starting a RANGER® 305LPG for the
first time, or after and extended period of time of not
operating, it will take longer than normal because the
fuel pump has to fill the fuel line and carburetor.
-.)**#(!
Remove all welding and auxiliary power loads and
allow the engine to run at low idle speed for a few min-
utes to cool the engine.
Stop the engine by placing the RUN-STOP in the
STOP position.
(). A fuel shut off valve is not required on the
RANGER® 305LPG because the fuel tank is mounted
below the engine.
1&,)*,.#)(
/.33&
Duty Cycle is the percentage of time the load is being
applied in a 10 minute period. For Example, a 60%
duty cycle represents 6 minutes of load and 4 minutes
of no load in a 10 minute period.
-.#%1&#(!
The RANGER® 305LPG can be used with a broad
range of DC stick electrodes.
The MODE switch provides two stick welding settings
as follows:
)(-.(. /,,(. -.#%
1&#(!
The CC-STICK position of the MODE switch is
designed for horizontal and vertical-up welding with all
types of electrodes, especially low hydrogen. The out-
put CONTROL dial adjusts the full output range for
stick welding.
The ARC CONTROL knob sets the short circuit current
during stick welding (arc-force). Increasing the number
from -10 to +10 increases the short circuit current and
prevents sticking of the electrode to the plate while
welding. This can also increase spatter. It is recom-
mended that the ARC CONTROL be set to the mini-
mum number without electrode sticking. Start with the
dial set at 0.
)1("#&&*#*1&#(!
This slope controlled setting is intended for "out-of-
position" and "down hill" pipe welding where the opera-
tor would like to control the current level by changing
the arc length. The output CONTROL dial adjusts the
full output range for pipe welding.
The ARC CONTROL knob sets the short circuit current
during stick welding (arc-force). Increasing the number
from -10 to +10 increases the short circuit current and
prevents sticking of the electrode to the plate while
welding. This can also increase spatter. It is recom-
mended that the ARC CONTROL be set to the mini-
mum number without electrode sticking. Start with the
dial set at 0.
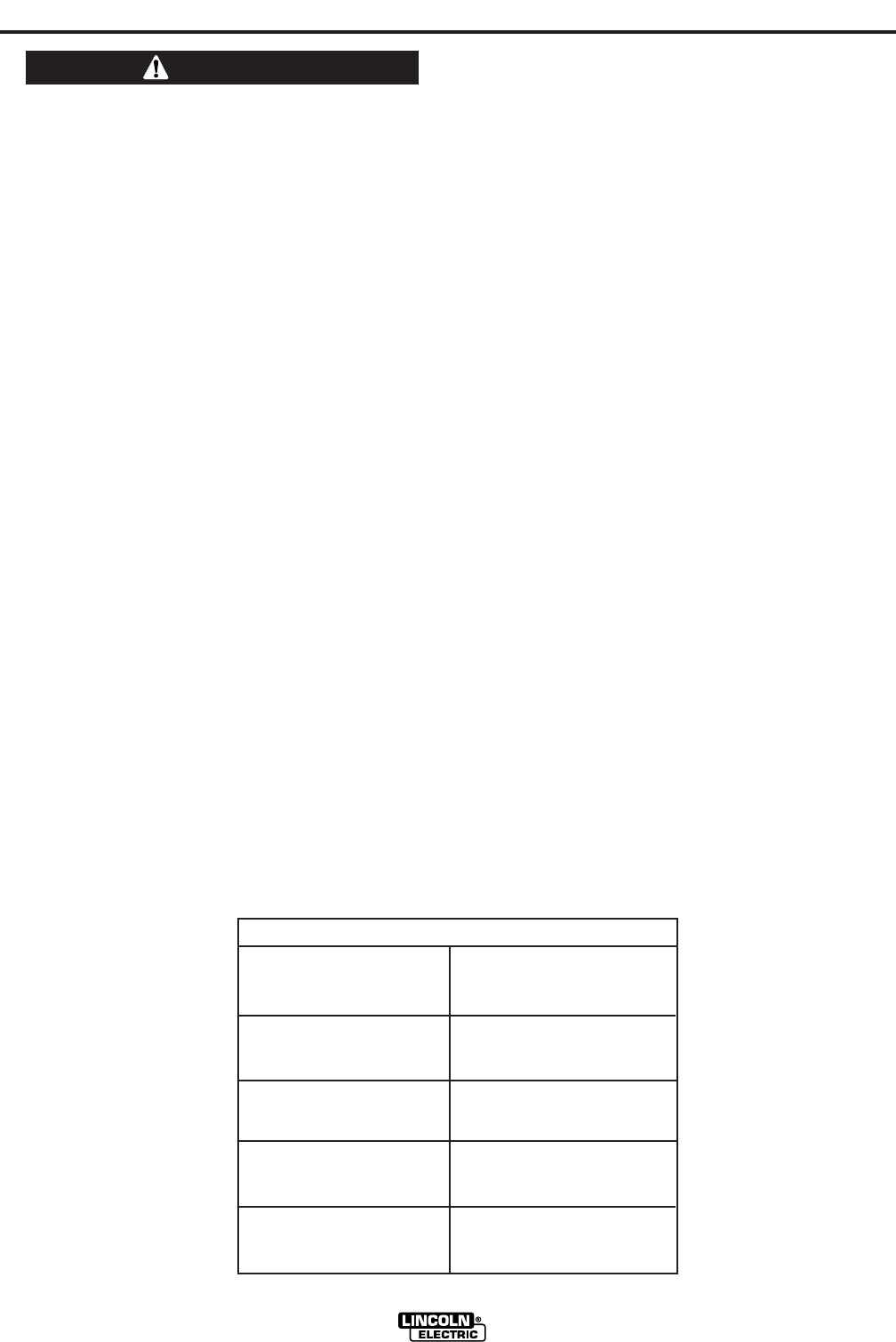
,(!,U&*!
/.#)(
.3*#&,(!,U&*! /&)(-/'*.#)(
%D=A:G"
A7H=GH%<=G
&DL#9A:(D&D69
,*' 2.59 (1.17)
"><=#9A:(D&D69
,*' 4.58 (2.08)
1:A9)JIEJI
BEH0DAIH 8.80 (3.99)
JM>A>6GN*DL:G
16IIH 9.22 (4.18)