



















#$&(#"
&&#"(&# $"
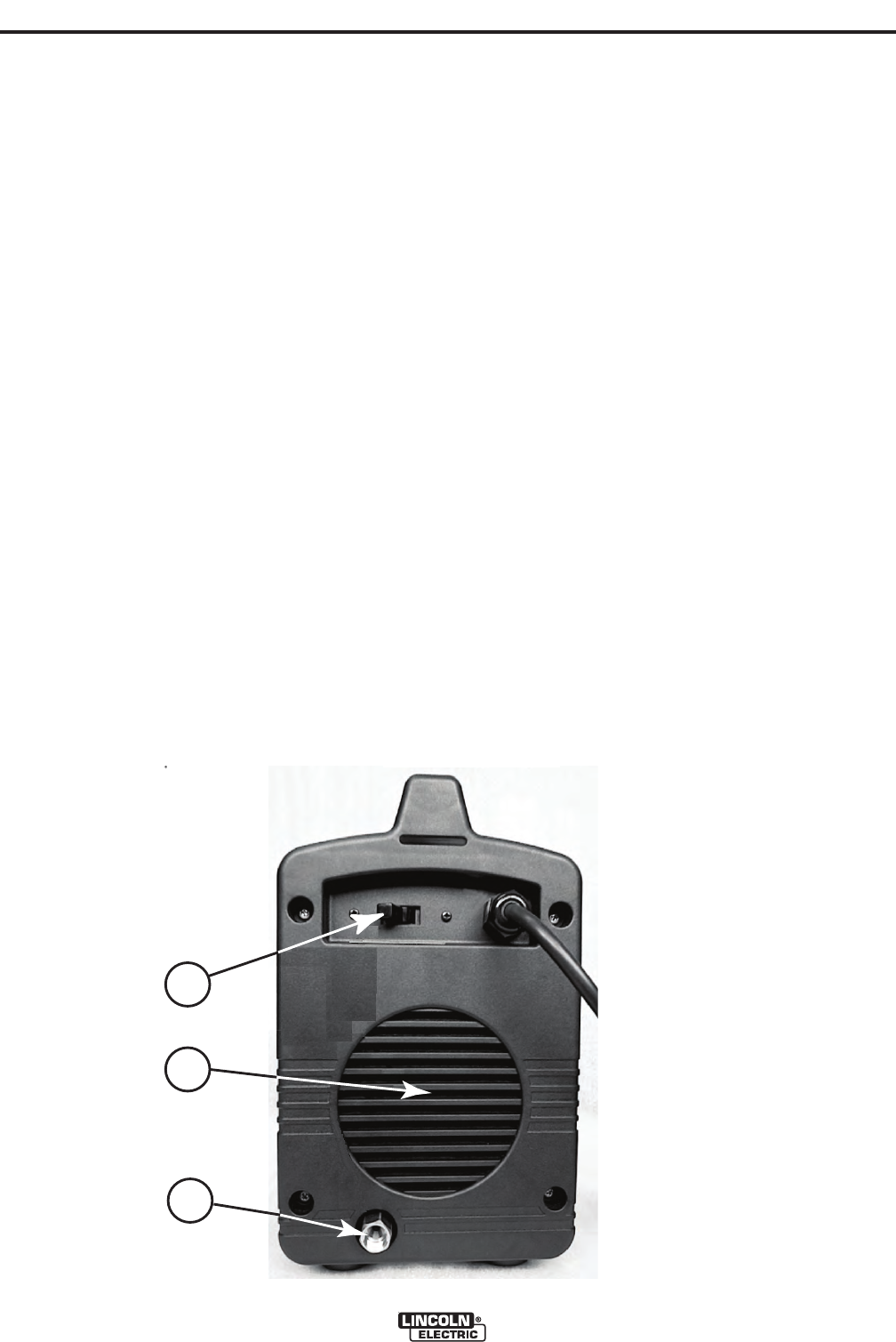
$>F4A'F8C27 Controls the input power to the
machine. Make sure the machine is properly con-
nected to the input supply before turning the
machine on.(See Figure B.1)
0= The cooling fan will turn ON when the
machine is turned ON and it will continue to run
whenever the output of the machine is ON. If the
output of the machine is OFF for more than five min-
utes, the fan will turn OFF. This reduces the amount
of dirt that is deposited inside the machine and
reduces power consumption.(See Figure B.1)
Refer to the Output LED section below for more
information about conditions when the output of the
machine is ON.
0B=;4C Connector for the TIG shielding gas. The
gas source must have a pressure regulator and
flow gage installed.(See Figure B.1)
#"(&# '"'(("'(See Figure B.2)
!>34'F8C27 This switch changes the welding
modes of the machine. The V160-T has three weld-
ing modes: 'C82: (SMAW), 85C( (GTAW) and
( (GTAW).
When the mode switch is in the Stick position, the fol-
lowing welding features are enabled:
• Hot Start: This is a temporary increase in the output
current during the start of the stick welding process.
This helps ignite the arc quickly and reliably.
• Arc Force: This is a temporary increase in the out-
put current during normal stick welding. This tem-
porary increase in output current is used to clear
intermittent connections between the electrode and
the weld puddle that occur during normal stick
welding.
• Anti-Sticking: This is a function which decreases
the output current of the machine to a low level
when the operator makes an error and sticks the
electrode to the work piece. This decrease in cur-
rent allows the operator to remove the electrode
from the electrode holder without creating large
sparks which can damage the electrode holder.
*(
1
2
3
1
2
3
)&
$>F4A'F8C27
0=
0B=;4C