


















(&#) '##("
*(
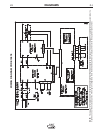
#1B4AE40;;'054CHD834;8=4B34C08;43C7A>D67>DCC78B<0=D0;
$&# !'
'-!$(#!'
$#''
)'
&#!!"
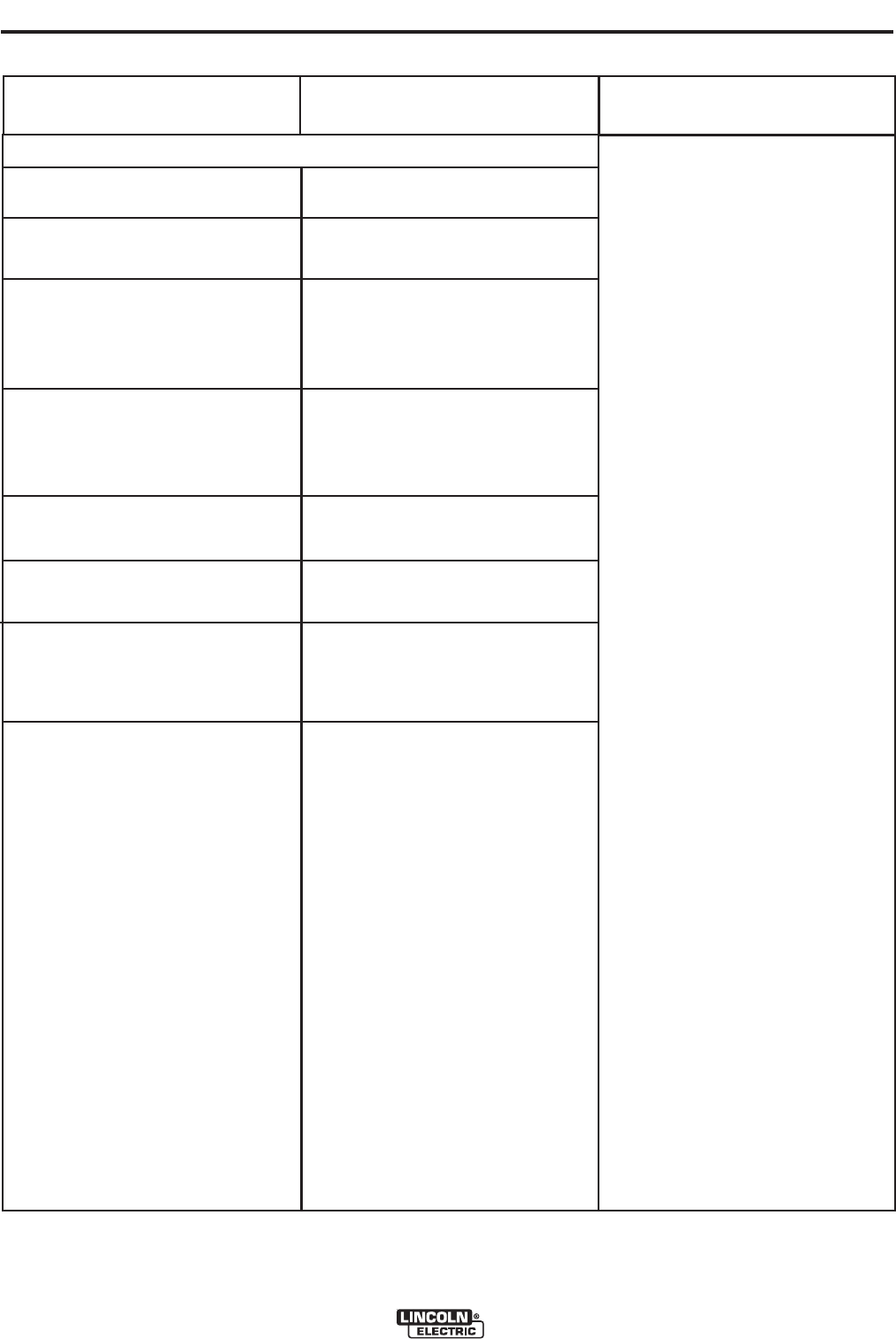
#)&'#(#"
Excessive spatter
Craters
Inclusions
Insufficient penetration
Sticking
Porosity
Cracks
1. Long arc
2. High current
1. Fast movement of the electrode
away from piece.
1. Poor cleanliness or distribution of
the Welding passes.
2. Improper movement of the elec-
trode.
1. High progression speed.
2. Welding current too low.
3. Narrow chamfering.
1. Arc too short.
2. Current too low.
1. Humidity in electrode.
2. Long arc.
1. Current too high.
2. Dirty materials.
3. Hydrogen in weld (present on
electrode coating).
If all recommended possible areas of
misadjustment have been checked
and the problem persists, >=C02C
H>DA;>20; 8=2>;=DC7>A8I4384;3
'4AE824028;8CH
$&# !'"'(+ "