



















1
Stringer
Bead
Steady
Movement
Along
Seam
2
Weave
Bead
Side
To
Side
Movement
Along
Seam
3
Weave
Patterns
Use
weave
patterns
to
cover
a
wide
area
in
one
pass
of
the
elec
trode.
Do
not
let
weave
width
ex
ceed
2-1/2
times
diameter
of
electrode.
S-0054A
Figure
8-8.
Ele
ctrode
Mov
ement
During
Welding
1
Tack
Welds
/
/
2
Prevent
edges
of
joint
from
draw
ing
together
ahead
of
electrode
by
tack
welding
the
materials
in
posi
tior,
before
final
weld.
2
Square
Groove
Weld
$~
~
Good
for
materials
up
to
3/16
in
(5
mm)
thick.
3
Single
V-Groove
Weld
Good
for
materials
3/16
through
3/4
in
(5-19
mm)
thick.
Cut
bevel
with
oxyacetylene
or
plasma
cut
ting
equipment.
Remove
scale
from
material
after
cutting.
A
grind
ercan
also
be
used
to
prepare
bev
els.
/
~
Create
30
degree
angle
of
bevel
on
materials
in
V-groove
welding.
4
Double
V-Groove
Weld
Good
for
materials
thicker
than
3/l6in(5mm).
9-0662
L
~~I~f
4jI~t~-
NOTE
~
Normally,
a
single
stringer
bead
is
satisfactory
for
most
narrow
groove
weld
joints;
however,
for
wide
groove
weld
joints
or
bridging
across
gaps,
a
weave
bead
or
multiple
stringer
beads
work
better.
~~/3
I
Figure
8-9.
Butt
Joints
I
2To3in
(51-76
mm)
~
4..
1/4in
0
(6.4
mm4
2
1
1
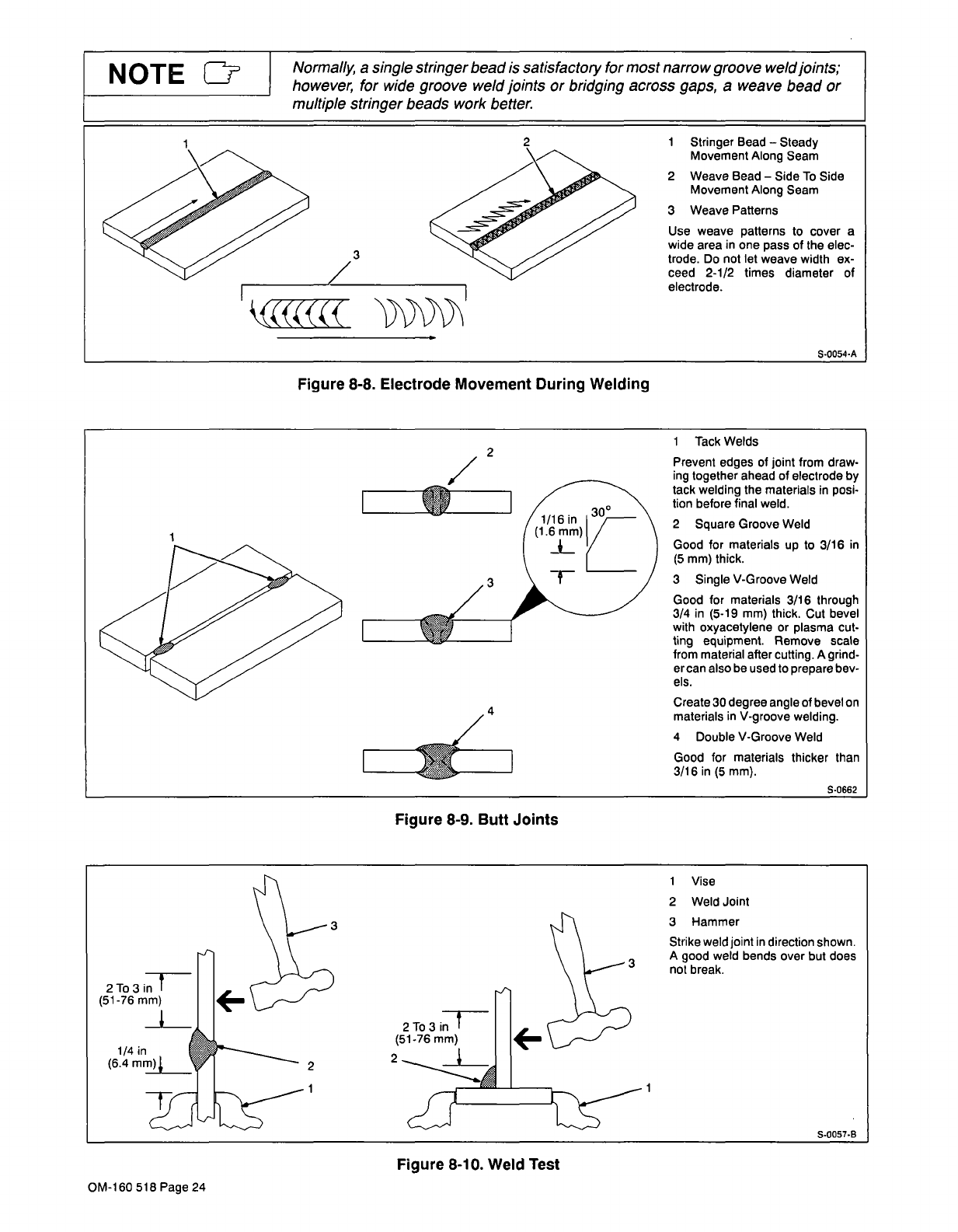
Vise
2
Weld
Joint
3
Hammer
Strike
weld
joint
in
direction
shown.
A
good
weld
bends
over
but
does
not
break.
1
S-0057-B
Figure
8-10.
Weld
Test
OM-160
518
Page
24