


















OM-1588 Page 17
SECTION 5 − OPERATION
5-1. Operational Terms
See Menu Guide for detailed programming steps.
Note
The following is a list of terms and their definitions as they apply to this wire feeder:
General Terms:
Adaptive Pulse Welding The wire feeder automatically regulates pulse frequency to maintain a constant arc length, regardless
of change in welding wire stickout.
Cold Wire Jog When weld amperage is not present, wire feeds for about three seconds at set wire feed speed. Then
the welding power source contactor deenergizes and wire continues to feed at the wire jog speed.
Inductance As inductance increases, arc on time increases, and the weld puddle becomes more fluid.
SharpArc™ Arc cone width and arc characteristics adjustment in pulse welding. Increasing SharpArc value de-
creases the arc cone width.
Trim Arc length adjustment in pulse welding. Increasing trim increases the actual arc length. Trim is re-
placed by volts in MIG programs.
Synergic The operator programs pulse parameters for a specific wire feed speed. The wire feeder determines
the pulse parameters between these wire feed speed increments.
Side Panel Terms:
Process Mode Is used to select the type of process to be used, including Pulse, Adaptive Pulse, or Mig.
Sequence Mode Is used to select and program the weld sequences which include weld, crater, burnback, postflow,
preflow, run-in, and start.
Dual Schedule Mode Is used to select a pair of programs that can be used together.
Card Mode Is used to select use of the optional data card storage and retrieval capabilities.
Security Mode Only functions with an optional data card. Allows using the lock feature for restricting range of pro-
gram parameter changing.
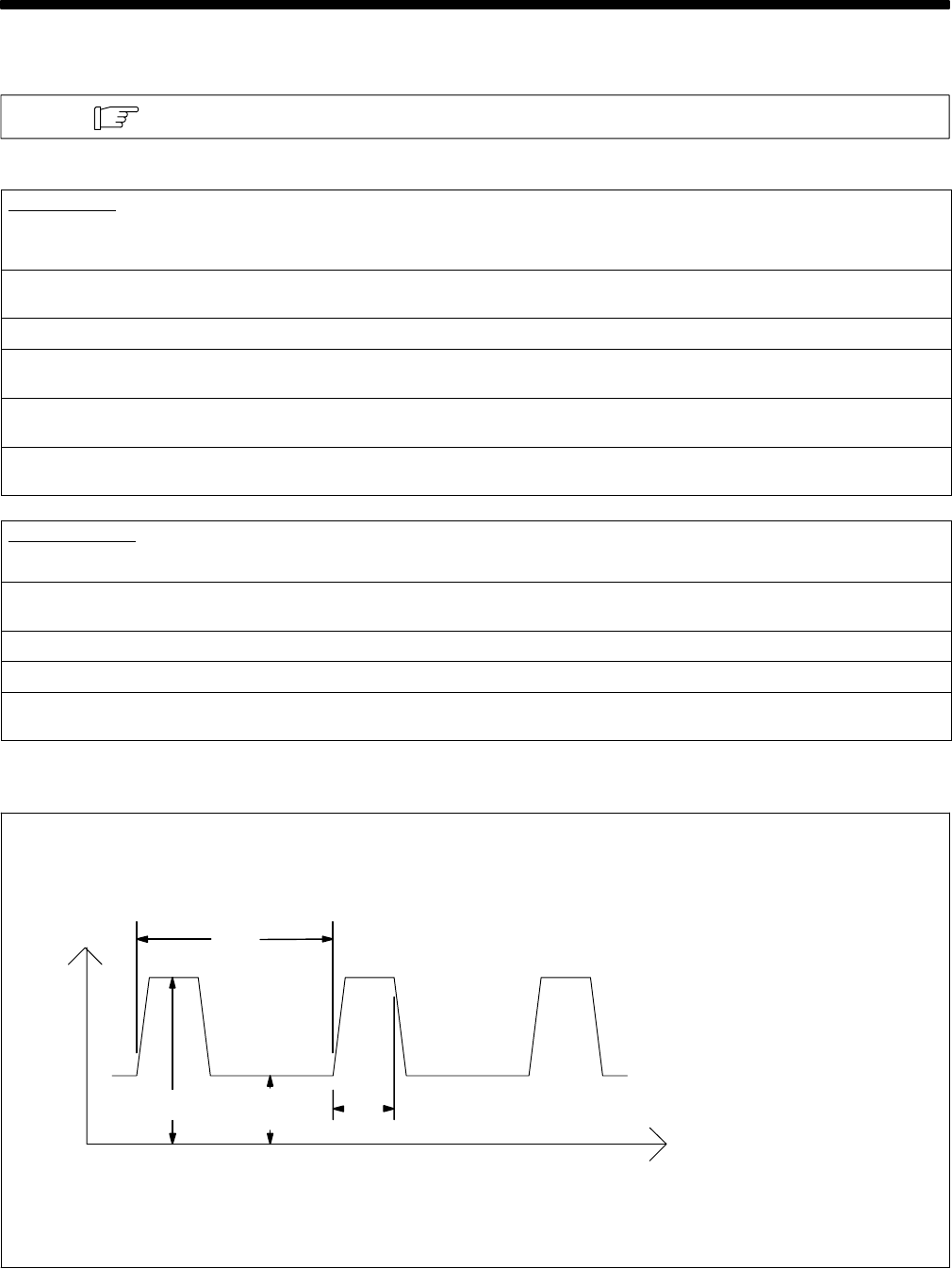
5-2. Pulse Welding Terms
1 Apk = Peak Amperage
Increasing Apk increases penetra-
tion.
Vpk = Peak Voltage
Arc voltage during peak current
phase of the pulse waveform. This
determines arc length during
adaptive pulse welding.
2 Abk = Background Amperage
Maintains arc between pulses.
3 PPS = Pulses Per Second
Increasing PPS increases travel
speed.
4 PWms = Pulse Width In
Milliseconds
Increasing PWms increases bead
width.
Time
Amps
3
1
2
4