



















. A complete Parts List is available at www.MillerWelds.com
OM-4430 Page 27
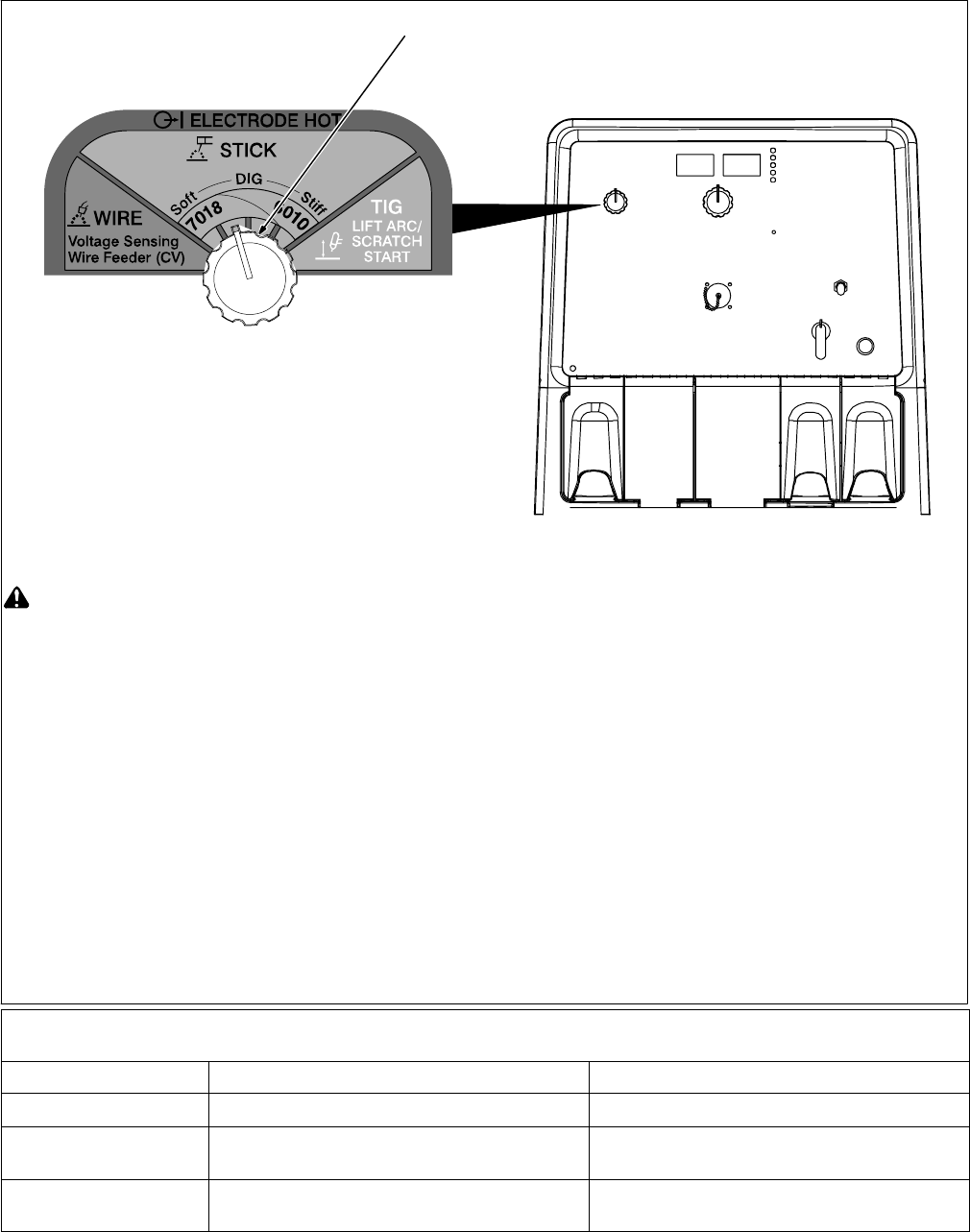
1 Process Switch
! Weld output terminals are energized
when Process switch is in an Elec-
trode Hot position and the engine is
running.
. The unit will not return to idle speed
when Process switch is in a Wire or TIG
position and the remote contactor is on
(closure between pins A and B on re-
mote receptacle).
Use switch to select weld process (see
table below and Section 5-7).
Wire Position:
Use Wire position for MIG welding using a
voltage sensing wire feeder.
Stick Positions:
Use Stick positions for stick (SMAW) and
air carbon arc (CAC-A) cutting and
gouging.
When switch is in a Stick mode, select one
of four dig settings to provide additional am-
perage during short arc length conditions
and help prevent electrodes from “sticking”.
See Stick position descriptions following
(reading L to R):
Soft Arc (E 7018) (Position 1) - This setting
provides a low dig/arc force setting for
smooth weld performance. A stable weld
puddle with little arc “snap” gives excellent
weld bead appearance with minimal
spatter.
Medium Soft Arc (Position 2) - This setting
provides a low to medium dig/arc force that
gives a slightly more fluid weld puddle,
more arc “snap”, and reduces the potential
for electrode sticking at shorter arc lengths.
Medium Stiff Arc (Position 3) - This setting
provides medium dig/arc force for open root
vertical up joints or joints that do not require
additional current for fit up inconsistencies.
Stiff Arc (E6010) (Position 4) - This setting
provides a high dig/arc force for open root
vertical down joints where additional
current is needed to compensate for tight
joint fit up without the need to increase
overall welding current. This setting is rec-
ommended for those who prefer a very stiff
arc with 6010 electrodes.
The dig circuit is disabled when switch is in
Wire or TIG positions.
TIG Position:
Electrode Hot − Lift-Arc™/Scratch Start TIG
(Provides great DC starts with either start-
ing method) - With switch in this position,
normal open-circuit voltage is not present
between the electrode and workpiece. A
solid-state contactor energizes after the
electrode touches the workpiece,
preventing overheating, sticking, or con-
tamination of the electrode (see Sections
6-6 and 6-7).
6-5. Process Switch
1
Ref 216 172-D / 803 984
Process Switch Settings
Switch Setting
Process
Output On/Off Control
Switch Setting Process Output On/Off Control
Electrode Hot − Wire MIG (GMAW) Electrode Hot
Electrode Hot − Stick
Stick (SMAW),
Air Carbon Arc (CAC-A) Cutting And Gouging
Electrode Hot
Electrode Hot − Scratch
Start TIG
Scratch Start TIG (GTAW) Electrode Hot