

















OM-224 043 Page 22
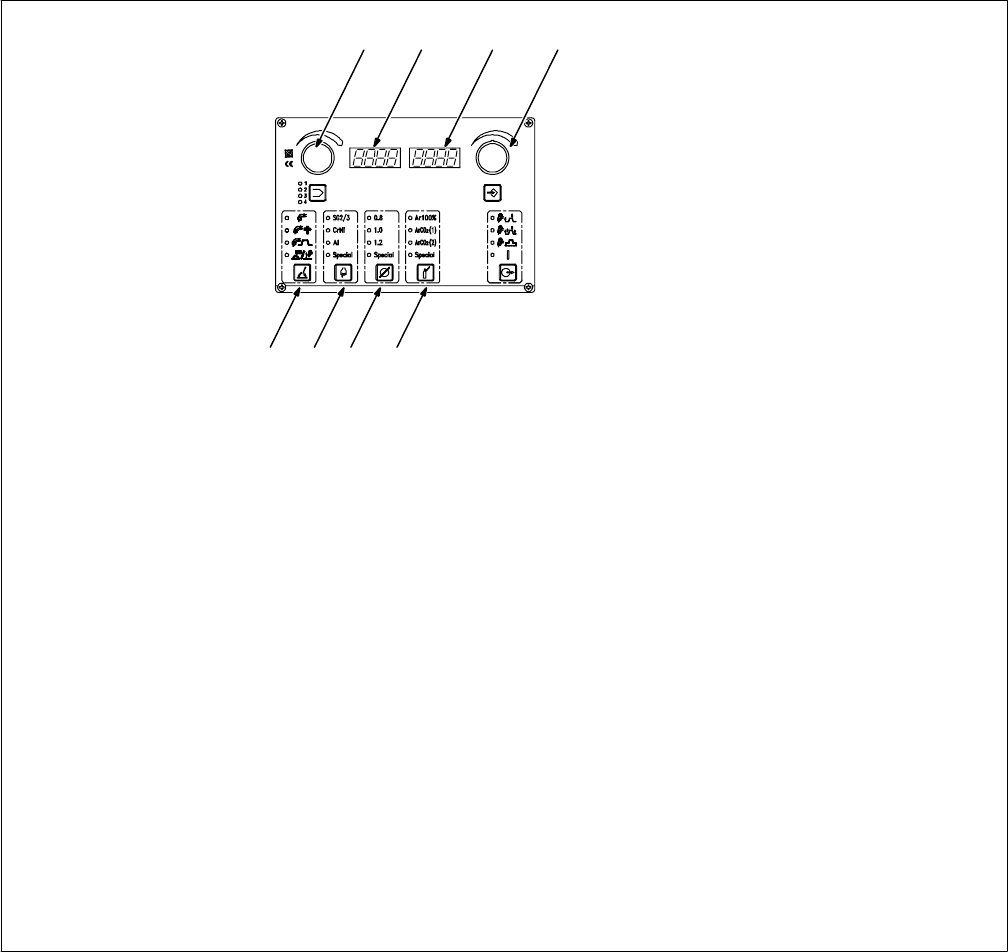
4-13. Selecting Synergic Pulsed MIG Welding
P3 P6
E1 D1 D2 E2
P4 P5
Set Synergic Pulsed MIG welding process
using P3 push button.
Synergic Pulsed MIG welding is a high
quality welding process that produces very
little spatter. This process works well on
thin metals such as stainless steel and alu-
minum.
In Synergic Pulsed MIG mode, the opera-
tor may need to adjust welding data (wire
type, wire diameter, and gas type) and only
one weld parameter. Generally, wire feed
speed is adjusted and the synergic pro-
cess automatically sets appropriate weld
voltage. Synergic welding also sets many
secondary welding parameters automati-
cally for improved weld quality.
During Setting:
D1 value is the default voltage setting
(range is defined by wire type, wire diame-
ter and gas type selection).
D2 value is the default current setting
(range is defined by wire type, wire diame-
ter and gas type selection).
During Synergic MIG Welding:
D1 value is Measured Welding Voltage in
Volts.
D2 Value is Measured Welding Amperage
in Amperes.
Select wire type using P4 push button.
Select wire diameter using P5 push button.
Select trigger mode using P6 push button.
See wire feeder manual for all the remain-
ing Synergic MIG settings.
Setting Cooler Status (see Section 4-11)
Setting Synergic Double Pulsed MIG
Welding
Some metals weld better using the Synerg-
ic Pulsed Welding process due to the
unique pulsing of the welding arc. Heat
generated in the workpiece is generally
lower and the arc characteristics produce
a better weld bead appearance especially
on aluminum. The Synergic Double Pulsed
MIG process allows control all parameters
to produce high quality welds on aluminum.
. Incorrect settings in Synergic Double
Pulsed Welding process can result in
a program with undesirable weld char-
acteristics. Setup should only be used
by operators familiar with various
welding processes and parameters. In
some cases, standard Synergic
Pulsed MIG welding can produce bet-
ter welds.
Use E1 to change D1 to DP.
D2 value is default setting of OFF.
Use E2 to change D2 value to ON. This set-
ting will enable or disable Double Pulse in
Synergic Pulsed MIG welding.
. On power source, only Double pulse
enabling and disabling is possible. All
the remaining Double Pulse settings
are made on teh wire feeder (see Wire
Feeder manual). From the wire feeder
it is possible to recall Synergic MIG,
Synergic Pulsed MIG and Synergic
Double Pulsed MIG programs (see
Wire Feeder manuals).