



















-58-
For Machines Mfg. Since 5/11
14" TURN-X
®
Toolroom Lathe
OPERATION
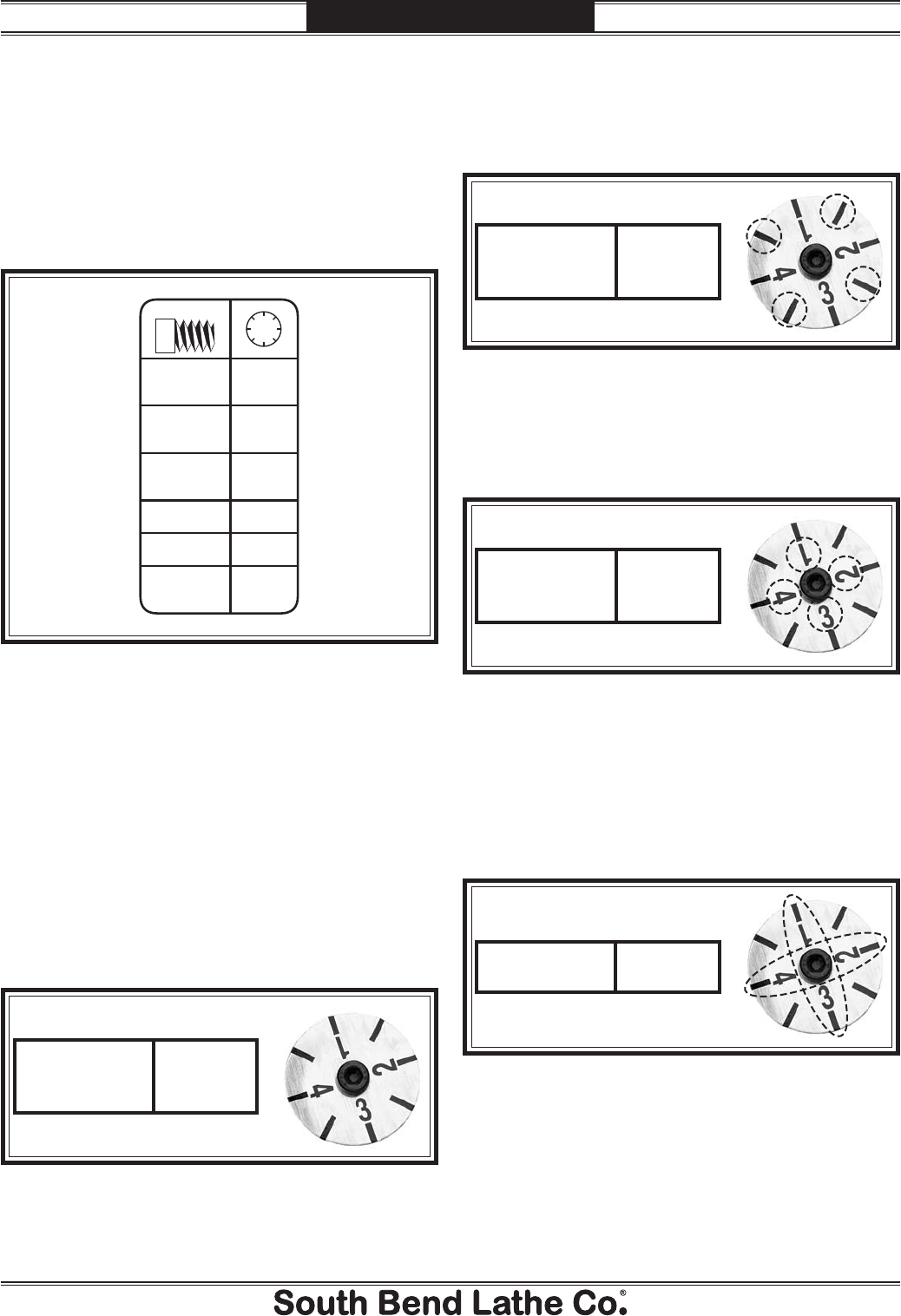
Figure 82. Marks are selected on the dial for threading
even TPI not divisible by 4.
Non-
Numbered
Position
2,6,10,14,
18,22,26,
30,54
TPI
Thread Dial Chart
Find the TPI (threads per inch) that you want
to cut in the left column of the thread dial chart
(see Figure 80), then reference the dial number
to the right of it. The dial numbers indicate when
to engage the half nut for a specific thread pitch.
The thread dial chart can also be found on the
front of the thread dial housing.
4,8,12,16,20,24,
28,32,36,40,44,
48,56,60,72
Any Position
In.
Non-
Numbered
Position
Numbered
Position
1,2,3,4
Position
1,3 or 2,4
Position
1 Only
2,6,10,14,
18,22,26,
30,54
3,5,7,9,
11,13,15,
19,23,27
2½,3½,4½,
7½,11½,13½
2¼,2¾,
3¼,3¾
2
7
∕8
1
2
3
4
Same as
Metric
Threads
Figure 80. Thread dial chart.
Note: The thread dial is not used for metric
threading, or diametral and modular pitches.
You must leave the half nut engaged from the
beginning until the turning is complete for these
types of operations.
The following examples explain how to use the
thread dial chart.
TPI Divisible By 4
For threading a TPI that is divisible by four, use
any line on the thread dial (see Figure 81).
4,8,12,16,20,24,
28,32,36,40,44,
48,56,60,72
Any Position
TPI
Figure 81. Any position on the dial for threading TPI
divisible by 4.
Even TPI Not Divisible By 4
For threading a TPI that is even but not divisible
by 4, use any of the non-numbered lines on the
thread dial (see Figure 82).
Odd Numbered TPI
For odd numbered TPI, use any of the numbered
lines on the thread dial (see Figure 83).
Figure 83. Numbers are selected on the dial for
threading odd numbered TPI.
Numbered
Position
1,2,3,4
3,5,7,9,
11,13,15,
19,23,27
TPI
1
⁄2 Fractional TPI
Use any opposing number pairs—2/4 or 1/3 on
the thread dial for
1
⁄2 fractional TPI (see Figure
84). For example, to cut a 3
1
⁄2 thread, select 1 or 3
on the dial.
Figure 84. Opposing number group are selected on
dial for cutting
1
⁄2 thread TPI.
Position
1,3 or 2,4
2½,3½,4½,
7½,11½,13½
TPI