



















buen contacto electrico con el electrodo.
Cerció-
rese de
no tocar la banca de trabajo con el
electrodo ya que ésto ocasionaría ráfagas.
Hay dos métodos que se pueden usar
para encender el arco; el de derivación
y el de rallar. En el de derivación, se
baja el electrodo directamente hasta
que golpee la pieza de trabajo.
En el otro método, encienda el
electrodo como si fuera un fósforo (en
ángulo). Con ambos métodos, al hacer
contacto con la placa, immediatamente
suba el electrodo a una distancia igual
al diámetro del electrodo o éste se
pegará a la superficie. Siempre
sostenga el electrodo apuntando hacia
el área a soldar.
Nota: En caso de que el electrodo se
pegue a la pieza de trabajo, despéguelo
moviendolo de un lado a otro o
doblandolo cerca del portaelectrodo y
halandolo hacia arriba. Si no logra
despegarlo, sáquelo del portaelectrodo.
Técnicas Básicas para Soldar
con Arcos
Hay 5 técnicas básicas que afectan la
calidad de la soldadura. Estas son:
selección del electrodo, nivel de la
corriente, ángulo, longitud del arco y
velocidad de desplazamiento. Es
necesario que siga cada una de ellas
adecuadamente para obtener una
soldadura de buena calidad.
TAMAÑO Y TIPO DEL ELECTRODO
La selección del tipo correcto de
electrodo depende de varios factores
tales como la posición en que va a
soldar, el tipo de material que va a
soldar, el grosor y las condiciones de la
superficie. La sociedad norteamericana
de soldadores, AWS, ha seleccionado
ciertos requerimientos para cada tipo
de electrodos.
Todos los electrodos están clasificados
en 5 grupos principales: acero dulce,
acero de alto carbono, acero de
aliación especial, hierro colado y
metales noferrosos como el aluminio.
La mayoría de la soldaduras de arco se
hacen con electrodos del grupo de
aceros dulces. El material del electrodo
debe ser similar al de la pieza de trabajo.
Las capas de fundentes están hechas
para usarlas con CA (corriente alterna),
CD (corriente directa) polaridad
reversa o CD de polaridad directa,
aunque algunas sirven para ambas
corrientes CA y CD.
ELECTRODOS DE USO COMUN
1. E-6011 PENETRACION PROFUNDA
• Este tipo de electrodo es ideal para
soldar en posiciones verticales y por
encima de usted ya que le ofrece
un arco fuerte y los metales se
solifican rápidamente.
• (Cuando no tenga tiempo de
limpiar el óxido o la pintura este
tipo de electrodo penetra
rápidamente con facilidad).
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
2. E-6013 PARA TODO TIPO DE USO
• Este electrodo se puede usar para
soldar en cualquier posición, le
ofrece poca salpicadura o depósito
de residuos.
• Para usarse con aceros dulces en
todo tipo de trabajos.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
directa o reversa).
3. E-7014 HIERRO PULVERIZADO
• Para todo tipo de trabajos y
posiciones.
• Ideal para situaciones cuando las
piezas metálicas no cuadran bien.
• El hierro pulverizado del fundente
se combina con el relleno para
formar una soldadura con poco
depósito o salpicadura.
• Ideal para trabajos de herrería
ornamental.
• Se puede usar para soldar con
corrientes CA o CD (polaridad reversa).
4. E-7018 BAJO EN HIDROGENO
• Este electrodo de alta resistencia
para soldar en cualquier posición
está diseñado para soldar con bajo
contenido de hidrogeno y muy
buenas propiedades mecánicas.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
CORRIENTE
Para fijar el nivel adecuado de
corriente ajuste el amperaje al nivel
requerido.
La corriente representa la cantidad de
electricidad que en realidad circula y
ésta se regula con un interruptor en la
soldadora. la cantidad de corriente
usada depende del tamaño (diámetro)
y tipo del electrodo usado, la posición
de la soldadura y el grosor de la pieza
de trabajo.
Consulte las especificaciones que se
detallan en el paquete del electrodo o
en la tabla general de la sección
Funcionamiento. Si usa demasiada
corriente para soldar metales de poca
resistencia, éstos se quemarían, el
reborde sería plano y poroso o cortaría
!
ADVERTENCIA
Modelo WS2800
33
E - 6 0 1 3
E = Electrodo
60= Acero dulce
70= Acero resistente
1 = Electrodo se puede
usar en todas las
posiciones
2 = Electrodo sólo se
puede ussar en
posiciones planas u
horizontales
Flux type
CLASIFICACION AWS DEL ELECTRODO
8
Operating Instructions and Parts Manual
Shielded Metal Arc Welder
All work should be performed in the
flat position if possible. For specific
applications, consult an arc welding
handbook.
WELD PASSES
Sometimes more then one pass is
necessary to fill the joint. The root pass
is first, followed by filler passes and the
cover pass (See Figures 12 and 13). If
the pieces are thick, it may be necessary
to bevel the edges that are joined at a
60º angle. Remember to remove the
slag before each pass.
www.chpower.com
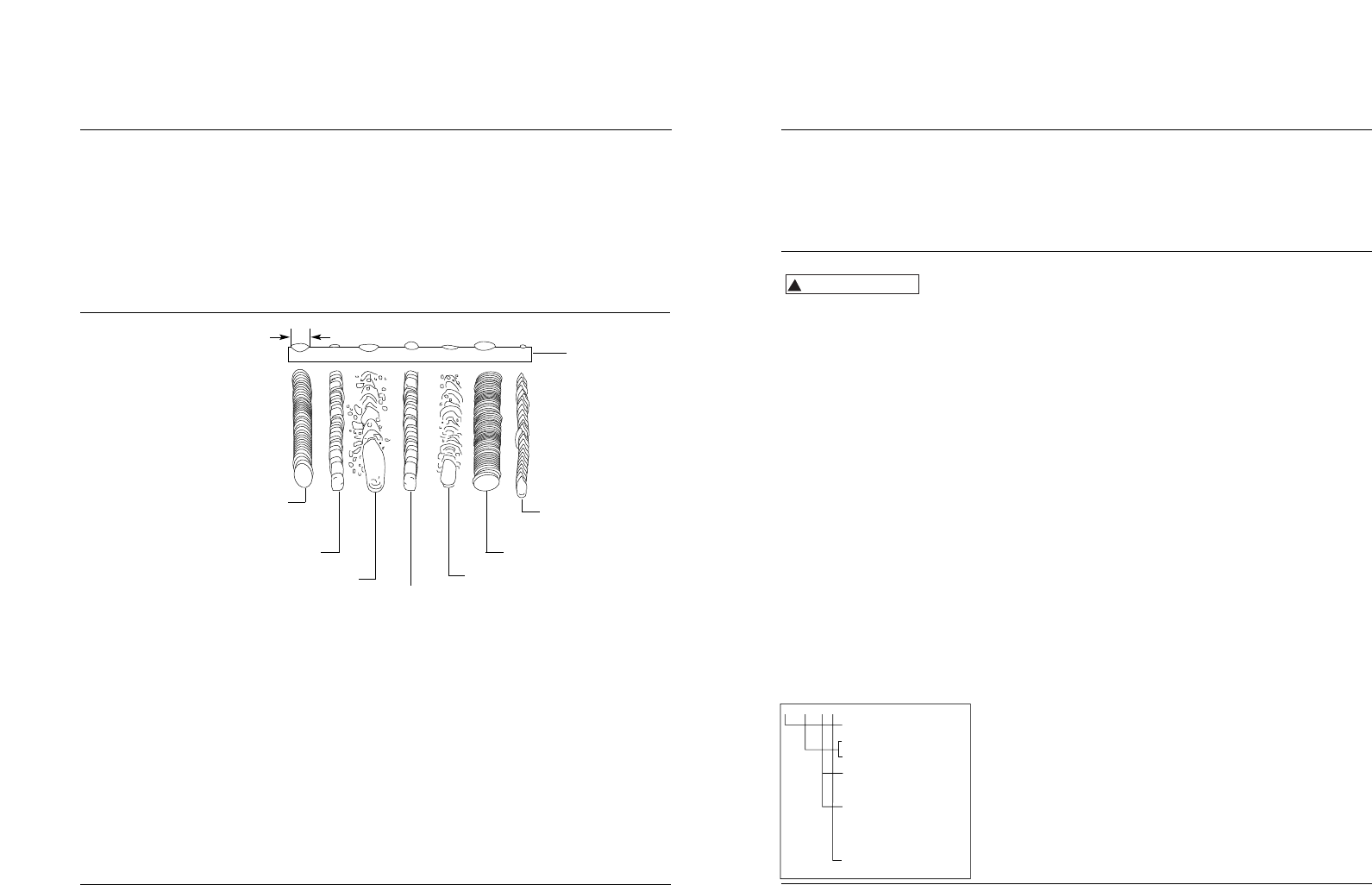
Arc length too short
Current too high
Arc length too long
Current too low
Speed too low
Speed too fast
Normal
current, arc
length, speed
Base metal
Figure 14 - Weld Appearance
W
Note: Weld bead width (W) should
be approximately twice the
diameter of the electrode
rod used.