



















Page 17For technical questions, please call 1-800-444-3353.SKU 98871
SAFETYSERVICE BASIC WELDINGWELDING TIPS SETUP
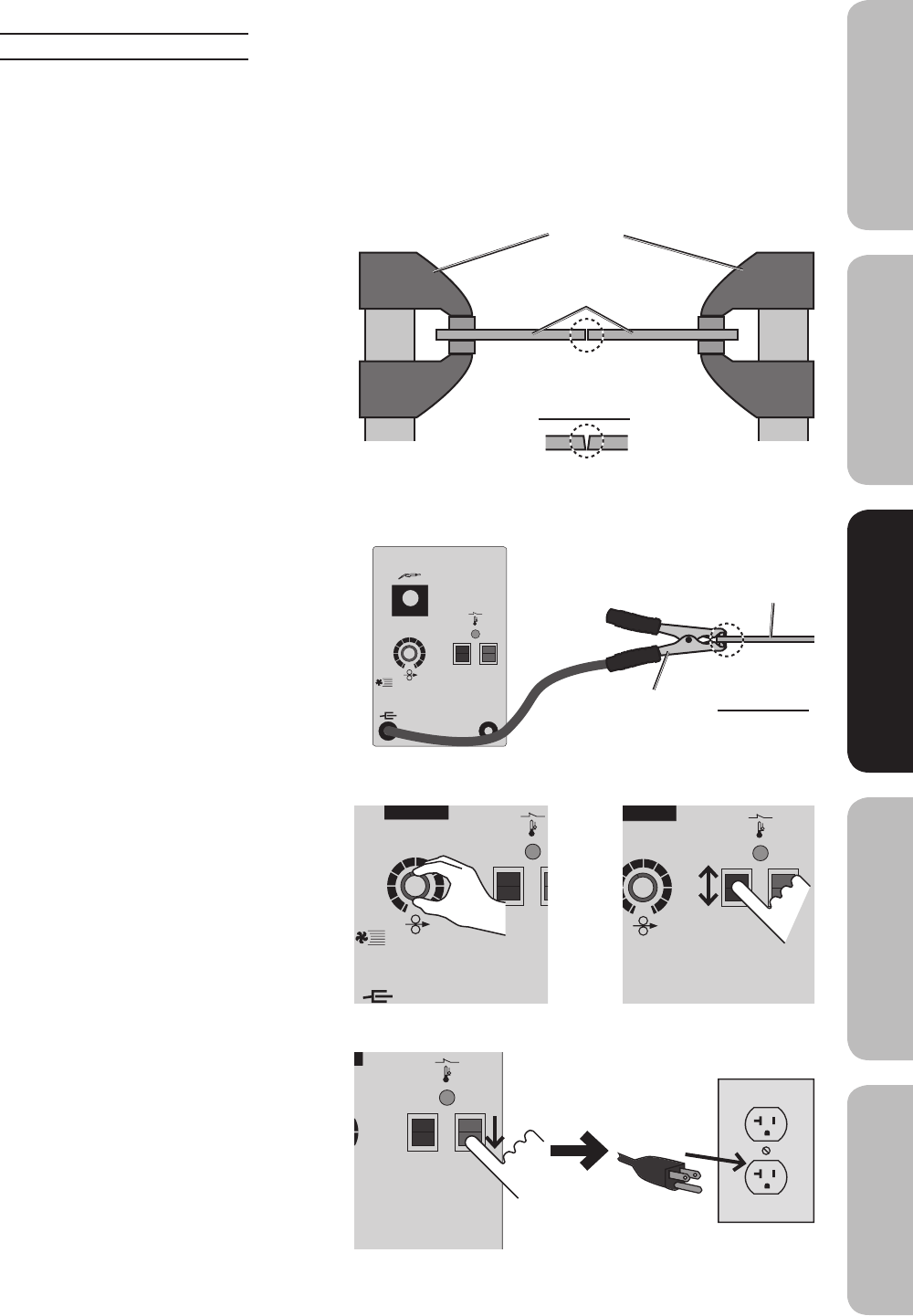
Setting Up The Weld
Make practice welds on pieces of scrap 1.
the same thickness as your intended
workpiece to practice technique before
welding anything of value. Clean the
weld surfaces thoroughly with a wire
brush or angle grinder; there must be no
rust, paint, oil, or other materials on the
weld surfaces, only bare metal.
2. Use clamps (not included) to hold the
workpieces in position so that you can
concentrate on proper welding technique.
The distance (if any) between the two
workpieces must be controlled properly to
allow the weld to hold both sides securely
while allowing the weld to penetrate
fully into the joint. The edges of thicker
workpieces may need to be chamfered (or
beveled) to allow proper weld penetration.
3. Clamp Ground Cable to bare metal on
the workpiece near the weld area, or to
metal work bench where the workpiece is
clamped.
4. Set the Wire Speed Dial and the Current
Switch to the desired settings.
Refer to the chart on the welder or the
chart on the facing page.
DO NOT SWITCH THE CURRENT
WHILE WELDING.
5. Flip the Power Switch to the OFF position,
then plug the Welder into a dedicated,
120 V~, 20 A circuit with delayed action
type circuit breaker or fuses.
clamps
workpieces
Chamfer thick workpieces.
Clean
surfaces to
bare metal.
90 AMP FLUX WIRE WELDER
120 V~
60 Hz
Gun
WIRE-FEED SPEED
0
1
2
3
4
5
6
7
8
9
10
MAX
MIN
ON
OFF
Workpiece
Ground
Clamp
Clean
surface to
bare metal.
90 AMP FLUX WIRE WELDER
120 V~
60 Hz
Gun
WIRE-FEED SPEED
0
1
2
3
4
5
6
7
8
9
10
MAX
MIN
ON
OFF
90 AMP FLUX WIRE WELDER
120 V~
60 Hz
Gun
WIRE-FEED SPEED
0
1
2
3
4
5
6
7
8
9
10
MAX
MIN
ON
OFF
+
20 Amp minimum circuit
90 AMP FLUX WIRE WELDER
120 V~
60 Hz
Gun
WIRE-FEED SPEED
0
1
2
3
4
5
6
7
8
9
10
MAX
MIN
ON
OFF