


















15
available. For example, E219-16 and
E240-16 electrodes are produced by
only two U.S. companies and no
foreign companies. By contrast, the
more popular electrodes, E308-16,
E308L-16, E309-16, E310-16, E316-
16, E316L-16 and E347-16 are
produced by about 40 U.S.
companies and 20 to 30 foreign
companies. Most electrodes are
available with a lime coating (-15) (for
use with DC only), a titania coating
(-16) (for use with AC or DC) or a
silica-titania coating (-17) (for use with
AC or DC mainly in the downhand or
horizontal positions) and in the
standard or low carbon variety.
Most alloys which are available as
coated electrodes are also available
as either solid wire, metal cored wire
or flux cored wire. A few are
available only as coated electrodes.
These are 310H, 310Cb, 310Mo and
330H. As was mentioned previously,
filler metal for austenitic stainless
steels should match or exceed the
alloy content of the base metal. If a
filler material of the correct match is
not available, a filler with higher alloy
content normally should be used.
There are several austenitic stainless
types for which no exact matching
fillers are made. Examples are 201,
202, 205, 216, 301, 302, 304 and
305. The filler materials recom-
mended for these base alloys are
somewhat higher in Cr and Ni
content. For example, 308 is used
for 301, 302, 304 and 305 and may
be used for 201, 202, 205 and 216 if
209, 219 or 240 are not available.
The 6% molybdenum stainless steels
254SMo and AL6-XN are generally
welded with higher molybdnum
nickel-base alloys. The
recommended filler materials in the
form of coated electrodes, solid and
metal core wire and flux core wire are
listed in Tables XI, XII and XIII for
austenitic, ferritic and martensitic
stainless steels respectively. Note
that a modification of a basic type
should be welded with a filler
material of that same modification,
for example, Type 316L should be
welded with E316L-XX, ER316L,
ER316LS, or E316LT-X.
Except for E630 electrodes and
ER630 bare wires which match 17-
4PH, matching filler materials for the
precipitation hardening stainlesses
are not listed in the AWS Filler Metals
Comparison Charts, or in any of the
AWS filler metal specifications.
Matching filler metals are produced
and available in the form of coated
electrodes and solid wire for some
of the precipitation hardening
stainless steels and these are listed
in Table XIV. Where no matching
filler is available, standard austenitic
or nickel base filler materials are
recommended as indicated in
Table XIV
..
If maximum strength properties and
corrosion resistance are required for
the application, a filler metal of
matching or similar composition to
the base metal should be used. For
martensitic or semiaustenitic base
alloys, the weldment should then be
given the full solution and aging heat
treatment if feasible. If not, the
components should be solution
treated before welding, then given a
postweld aging treatment after
welding. It is recommended that the
austenitic precipitation hardening
stainless steels not be heat treated
after welding because of cracking
problems. In fact, these alloys are
difficult to weld for this reason and
some are considered unweldable.
Nickel base and conventional
austenitic filler metals can be used
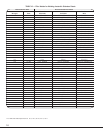
From AWS D10.4
FIGURE 4 — Standard consumable inserts.