


















19
protective paper, soap used for leak
testing, etc.
3. Stainless steels cannot be flame
cut with a torch. Acceptable results
are achieved with an arc plasma
cutter.
4. Be particularly careful to avoid zinc
contamination. Do not use brushes
or tools previously used on
galvanized steel.
5. Use only stainless steel wire
brushes, and use these brushes only
on stainless steel.
The decision on the form of filler
metal to be used will depend upon
several factors. These include the
available forms of the filler material
needed, the available welding
equipment, the dimensions of the
weldment and number of pieces to
be welded.
9.1
SHIELDED METAL
ARC WELDING
Coated electrodes are available in
most stainless compositions in a
range of sizes and these can be
used to weld joints in thicknesses
from 0.05 inch to several inches.
Slag from each pass must be
completely removed before
depositing the next pass to avoid
porosity and slag entrapment.
Welding equipment for stick
electrode welding is the lowest cost
but deposition rates are lowest of all
the consumable electrode
processes.
If it has been decided to perform the
welding with stick electrodes, a
further decision must be made
regarding the electrode coating.
When lime (-15), titania (-16), and
silica-titania (-17) type coatings are
available for a particular type
electrode, the decision will be based
mainly on the position of welding.
Lime-coated electrodes operate on
DC only. They are recommended
for:
1. Vertical and overhead welding and
all position applications such as
pipe. The light slag wets rapidly
for good wash-in and no
undercutting.
2. Root passes on heavy plate. The
full throat section of the slightly
con vex beads help prevent
cracking.
3. Fully austenitic stainless steels
such as types 330, 320.
Titania-coated electrodes operate on
AC or DC, but always use DC when
available. They are recommended
for:
1. All applications when most of the
welding is in the flat position.
2. Vertical up and overhead welding
when lime-coated electrodes are
not available.
Silica-titania coated electrodes
operate also on AC or DC, but DC is
usually preferred. They are
recommended for:
1. Flat and horizontal position
welding when minimum cleanup
is desired.
2. Vertical up welding when a wide
weave can be used.
3. Overhead welding.
Coated electrodes should be treated
and stored as low hydrogen
electrodes. They should not be
exposed to damp air, and once a
sealed container is opened, the
electrodes should be used or stored
in a holding oven at between 200
and 300°F (93 and 149°C). If the
electrodes are exposed to moist air,
they can be dried by baking as
recommended by the manufacturer.
This baking tem perature usually is
between 500 and 600°F (260 and
316°C), but can be as high as 800°F
(427°C). The electrode manufacturer
should be consulted for specific
recommendations.
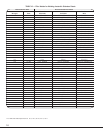
The sizes and forms of coated
electrodes and also solid and cored
wire, which are normally available for
welding stainless steels, are listed in
Table XV
..
9.2
SUBMERGED
ARC WELDING
Submerged arc welding (SAW) can
be employed to join thick sections,
usually greater than 0.5 inch, of most
of the austenitic stainless steels. For
austenitic stainlesses in which ferrite
is not possible in the weld metal
(types 310 or 330, for example),
submerged arc welding is usually
best avoided due to hot cracking
Form Diameter, in. Diameter, mm,
Electrode in coils, with or 0.045, 1/16, 5/64, 3/32, 7/64 1.2, 1.6, 2.0, 2.4, 2.8
without support 1/8, 5/32, 3/16, 1/4 3.2, 4.0, 4.8, 6.4
Electrode wound on standard 0.030, 0.035, 0.045, 1/16 0.8, 0.9, 1.2, 1.6
12-in. O.D. spools 5/64, 3/32, 7/64 2.0, 2.4, 2.8
Electrodes wound on lightweight 0.020, 0.025, 0.030 0.5, 0.6, 0.8
1-1/2 and 2-1/2 lb., 4-in O.D. spools 0.035, 0.045 0.9, 1.2
Coated Electrodes
9 in. length (230 mm) 1/16, 5/64, 3/32 1.6, 2.0, 2.4
12 in. length (305 mm) 3/32 2.4
14 in. length (350 mm) 1/8, 5/32, 3/16, 1/4 3.2, 4.0, 4.8, 6.4
TABLE XV — Standard Sizes for Stainless Electrodes