


















17
for these alloys, especially if high
strength weld metal is not required
because the lower strength filler can
stretch on cooling and minimize the
stress on the crack sensitive heat
affected zone of the base metal.
Nickel base and conventional
austenitic stainless steels can also be
used to weld the other precipitation
hardening stainless steels where full
base material strength is not
required.
Coated electrodes can be used for
welding martensitic and
semiaustenitic stainless steels such
as 17-4PH, AM350 and AM355
because these alloys do not contain
titanium or aluminum which would
be lost in the shielded metal arc.
Welds can be made in all positions
with this process. Electrodes must
be dry and stored and handled in
the same manner as used for other
stainless steel and low hydrogen
electrodes as described previously.
Type AMS 5827B (17-4PH)
electrodes can be used to weld 17-7
PH steel, and reasonable heat treat -
ment response can be obtained if
the weld deposit is highly diluted
with base metal.
Welding conditions suitable for
conventional stainless steels are
generally applicable for joining the
PH types. A short arc length should
be used to minimize oxidation, loss of
chromium, and nitrogen pickup.
Lining
Mild steel process and storage
equipment is sometimes lined with
stainless steel for corrosion
resistance. At least three different
methods are used:
1. Large formed stainless steel
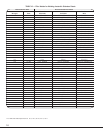
Base Stainless Steel Recommended Filler Metal
Coated Solid, Metal Flux Core
Wrought Cast Electrode Core Wire Wire
405 E410NiMo, E430 ER410NiMo, ER430 E410NiMoTX-X
409 ER409, AM363, EC409 E409TX-X
429 ER409Cb
430 CB-30 E430 ER430 E430TX-X
430F E430 ER430 E430TX-X
430FSe E430 ER430 E430TX-X
434 ER434
442 E442, E446 ER442
444 E316L ER316L
446 CC-50 E446 ER446
26-1 ER26-1
From AWS Filler Metal Specifications: A5.4, A5.9, A5.22
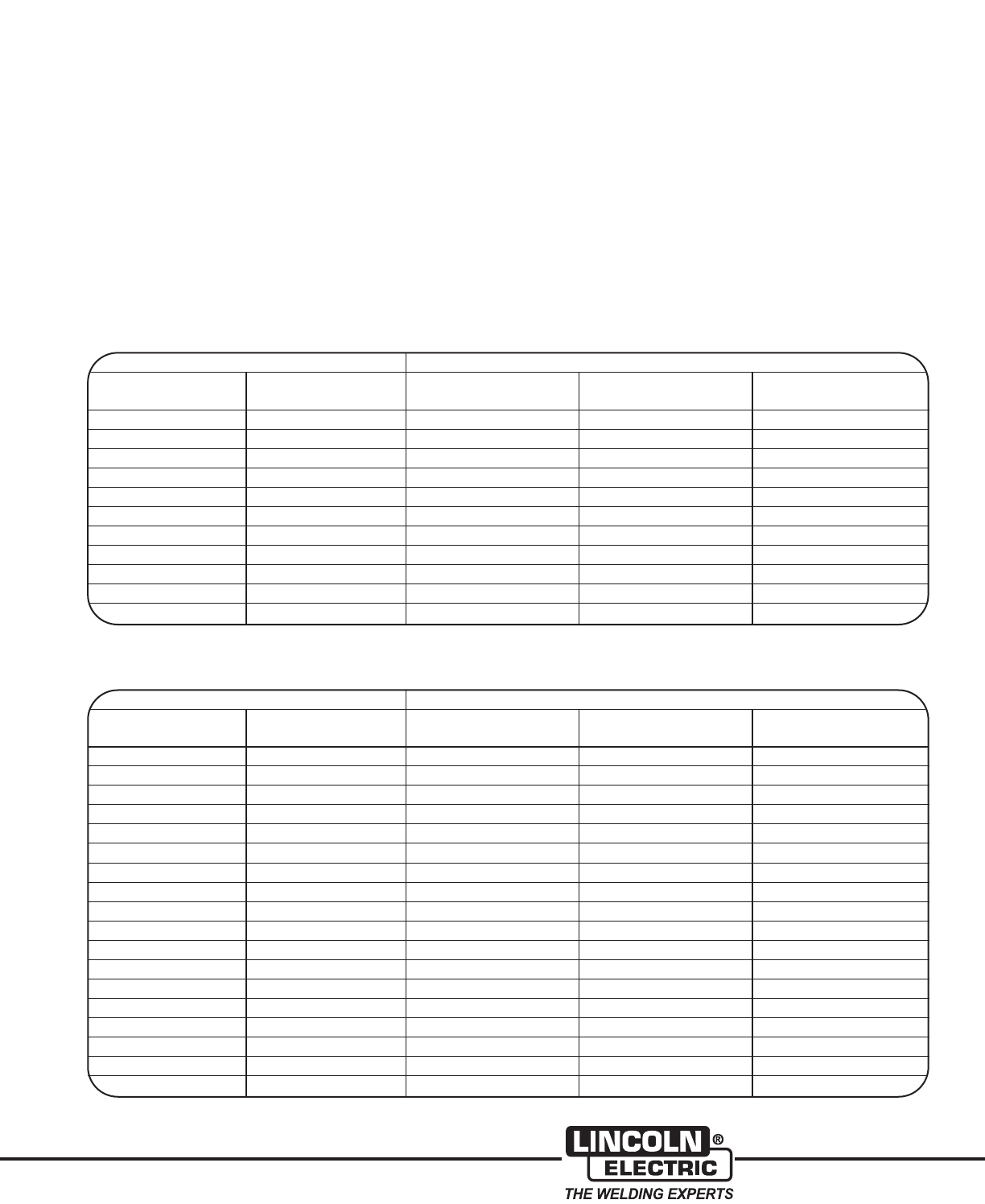
Base Stainless Steel Recommended Filler Metal
Coated Solid, Metal Flux Core
Wrought Cast Electrode Core Wire Wire
403 E410 ER410 E410TX-X
410 CA-15 E410, E410NiMo ER410, ER410NiMo E410T, E410NiMoTX-X
410S E410NiMo ER410NiMo E410NiMoTX-X
414 E410 ER410 E410TX-X
416 E410 ER312, ER410
416Se ER312
416PlusX ER312
420 CA-90 E410, E430 ER420, ER410 E410TX-X
420F ER312
431 CB-30 E410, E430 ER410 E410TX-X
440A a
440B a
440C a
CA-6NM E410NiMo ER410NiMo E410NiMoTX-X
CA-15 E430 ER430 E430TX-X
2205 E2209 ER2209
2304 E2209 ER2209
255 E2553 ER2553
a = Welding not recommended. From AWS Filler Metal Specifications: A5.4, A5.9, A5.22
TABLE XII — Filler Metals for Welding Ferritic Stainless Steels
TABLE XIII — Filler Metals for Welding Martensitic and Duplex Stainless Steels