



















27
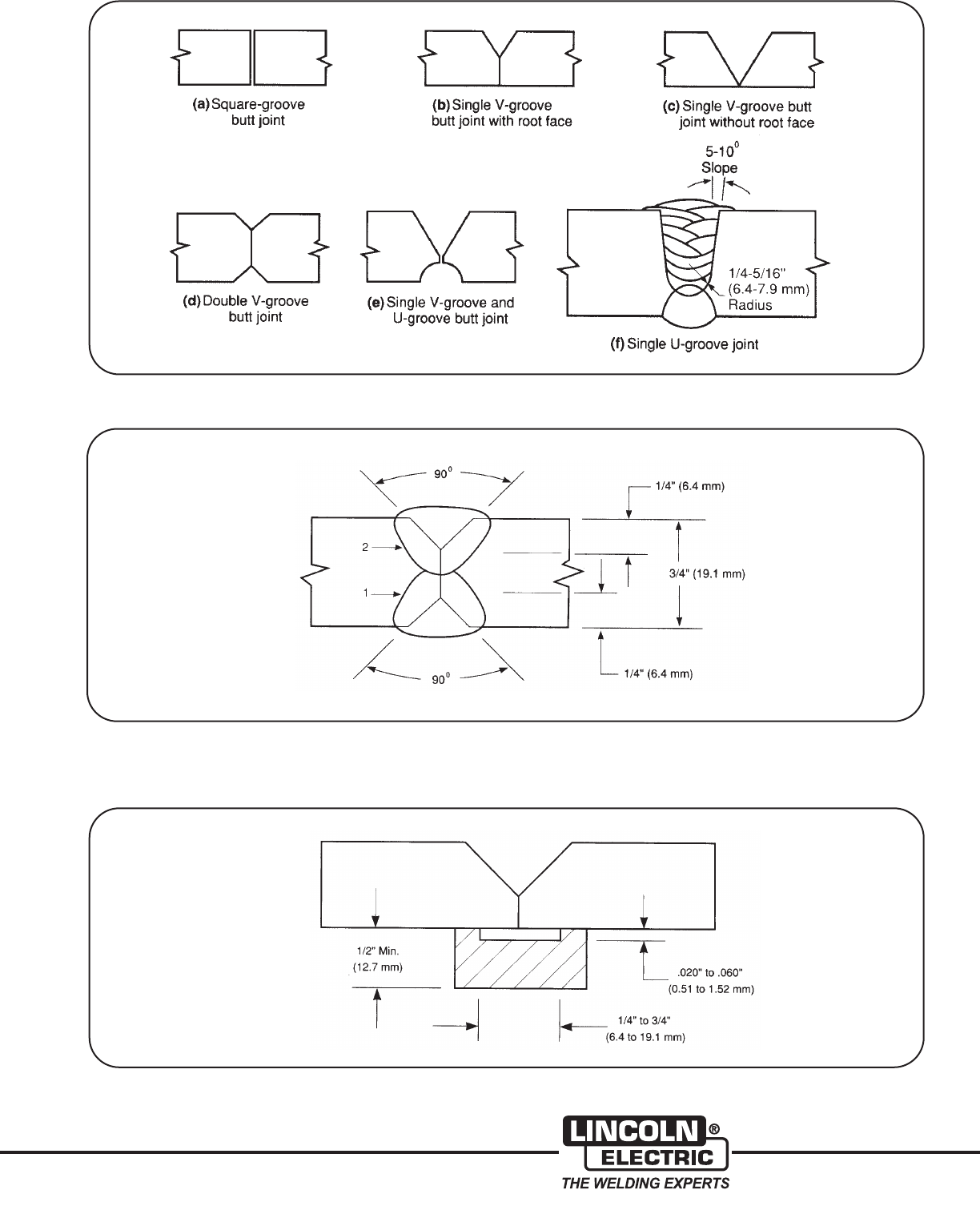
FIGURE 11 — Butt joint designs for submerged-arc welding.
FIGURE 12 — A typical double-V weld in Type 304 plate. Pass 1 was made at 700 amp, 33 volts,
16 ipm (6.8mm/sec); pass 2 at 950 amp, 35 volts, 12 ipm (5.1mm/sec). The power was DCRP;
electrode 3/16-in. (4.8mm). Type 308; neutral flux.
FIGURE 13 — Recommended groove dimensions for copper backing bars in the
submerged arc welding of stainless steels.