


















martensitic stainless steels. Steels
with over 0.20% C often require a
post weld heat treatment to soften
and toughen the weld.
3.3
AUSTENITIC
STAINLESS STEEL
The austenitic stainless steels contain
16-26% Cr, 8-24% Ni + Mn, up to
0.40% C and small amounts of a few
other elements such as Mo, Ti, Nb
(Cb) and Ta. The balance between
the Cr and Ni + Mn is normally
adjusted to provide a microstructure
of 90-100% austenite. These alloys
are characterized by good strength
and high toughness over a wide
temperature range and oxidation
resistance to over 1000°F (538°C).
This group includes Types 302, 304,
310, 316, 321 and 347. Nominal
composition of these and other
austenitic stainless steels are listed in
Table III. Filler metals for these
alloys should generally match the
base metal but for most alloys,
provide a microstructure with some
ferrite to avoid hot cracking as will be
discussed further. To achieve this,
Type 308 is used for Type 302 and
304 and Type 347 for Type 321. The
others should be welded with
matching filler. Type 347 can also be
welded with Type 308H filler. These
filler materials are available as coated
electrodes, solid bare wire and cored
wire. Type 321 is available on a
limited basis as solid and cored wire.
Two problems are associated with
welds in the austenitic stainless
steels: 1) sensitization of the weld
heat affected zone, and 2) hot
cracking of weld metal.
3.3.1 SENSITIZATION:
Sensitization leads to intergranular
corrosion in the heat affected zone as
shown in Figure 1. Sensitization is
caused by chromium carbide
formation and precipitation at grain
boundaries in the heat affected zone
when heated in the 800 to 1600°F
(427 to 871°C) temperature range.
Since most carbon is found near
grain boundaries, chromium carbide
formation removes some chromium
from solution near the grain
boundaries, thereby reducing the
corrosion resistance of these local
areas. This problem can be
remedied by using low carbon base
material and filler material to reduce
the amount of carbon available to
combine with chromium. Welds
should be made without preheat and
with minimum heat input to shorten
the time in the sensitization
temperature range.
The degree of carbide precipitation
increases with:
1. Higher carbon content (for
example, because 301 and 302
grades have a maximum carbon
content of 0.15% they are more
susceptible to carbon precipitation
than grade 304 which has a
maximum carbon content of only
0.08%).
2. Time at the critical mid-range
temperatures – a few seconds at
1200°F (649°C) can do more
damage than several minutes at
850°F (454°C) or 1450°F (788°C).
Welding naturally produces a
temperature gradient in the steel. It
ranges from melting temperature at
the weld to room temperature some
4
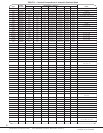
UNS Composition - Percent *
Type Number C Mn Si Cr Ni PS Other
403 S40300 0.15 1.00 0.50 11.5-13.0 0.04 0.03
410 S41000 0.15 1.00 1.00 11.5-13.0 0.04 0.03
410Cb S41040 0.18 1.00 1.00 11.5-13.5 0.04 0.03 0.05-0.3 Nb(Cb)
410S S41008 0.08 1.00 1.00 11.5-13.5 0.6 0.04 0.03
414 S41400 0.15 1.00 1.00 11.5-13.5 1.25-2.50 0.04 0.03
414L 0.06 0.50 0.15 12.5-13.0 2.5-3.0 0.04 0.03 0.5 Mo; 0.03 Al
416 S41600 0.15 1.25 1.00 12.0-14.0 0.04 0.03 0.6 Mo
416Se** S41623 0.15 1.25 1.00 12.0-14.0 0.06 0.06 0.15 min. Se
416 Plus X** S41610 0.15 1.5-2.5 1.00 12.0-14.0 0.06 0.15 min. 0.6 Mo
420 S42000 0.15 min. 1.00 1.00 12.0-14.0 0.04 0.03
420F** S42020 0.15 min. 1.25 1.00 12.0-14.0 0.06 0.15 min. 0.6 Mo
422 S42200 0.20-0.25 1.00 0.75 11.0-13.0 0.5-1.0 0.025 0.025 0.75-1.25 Mo;
0.75-1.25 W;
0.15-0.3 V
431 S43100 0.20 1.00 1.00 15.0-17.0 1.25-2.50 0.04 0.03
440A S44002 0.60-0.75 1.00 1.00 16.0-18.0 0.04 0.03 0.75 Mo
440B S44003 0.75-0.95 1.00 1.00 16.0-18.0 0.04 0.03 0.75 Mo
440C S44004 0.95-1.20 1.00 1.00 16.0-18.0 0.04 0.03 0.75 Mo
*Single values are maximum values. (From ASM Metals Handbook, Ninth Edition, Volume 3)
TABLE II — Nominal Compositions of Martensitic Stainless Steels
**These grades are generally
considered to be unweldable.