


















OM-225 311 Page 45
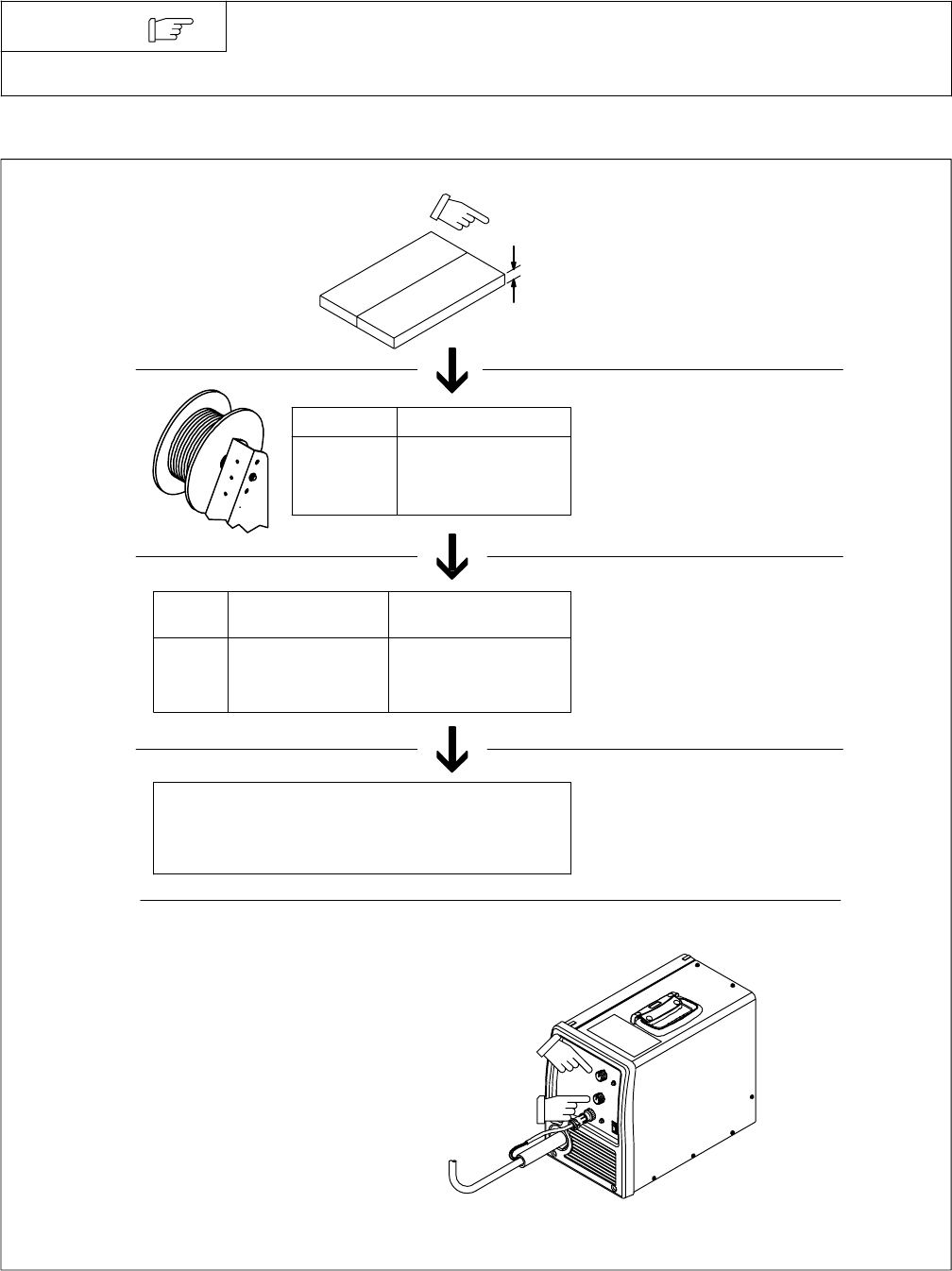
8-2. Typical MIG Process Control Settings
These settings are guidelines only. Material and wire type, joint design, fitup,
position, shielding gas, etc. affect settings. Test welds to be sure they comply to
specifications.
NOTE
1/8 or
.125 in
Material thickness determines weld
parameters.
Convert Material
(.001 in = 1 ampere)
.125 in = 125 A
Select Wire Size
Wire Size Amperage Range
.030 in
.035 in
.023 in
40 − 145 A
50 − 180 A
30 − 90 A
.035 in
Select Wire Speed
Select Voltage
Wire
Recommendation
.030 in
.035 in
.023 in
2 in per ampere
1.6 in per ampere
3.5 in per ampere
Wire Speed
2 x 125 A = 250 ipm
1.6 x 125 A = 200 ipm
3.5 x 125 A = 437 ipm
Set voltage midway between high/low voltage.
Low voltage: wire stubs into work
High voltage: arc is unstable (spatter)
125 A based on 1/8 in
Thickness to
(Amperage)
material thickness
Size (Approx.)
Amperage (A)
ipm = inch per minute
Ref. 804 681-A
Voltage controls height and width of
weld bead.
Wire speed (amperage) controls weld penetration
(wire speed = burn-off rate)