



















13.5 Automatic Mode Restart with BLOCK RETURN Condition
114
the canned cycle restarted by means of condition BLOCK RETURN consists of 3 part
blocks:
1
st
part block: Positioning in the selected plane (GO X100 Y70)
2
nd
part block: Positioning to point R (G0 Z2)
3
rd
part block: Hole machining and retracting to initial level (G98) or to point R (G99).
At the end of all three part blocks the control stops in single block mode. If the canned cycle is
programmed with repetition count L the above part blocks are repeated.
2
nd
case: Interrupting canned cycle and return in the course of positioning in the selected
plane
If in the sample cycle the movement is interrupted during moving to position X=100, Y=70
and the interruption point is moved by means of the BLOCK RETURN condition the
movement may be led back to the 1
st
case, i.e., all axes move to the position valid when the
interruption takes place.
3
rd
case: Interrupting canned cycle and return in the course of positioning to point R
If in the sample cycle the movement is interrupted during positioning to point R=2 in direction
Z and the interruption point is moved by means of BLOCK RETURN condition the
movement may also be led back to the 1
st
case.
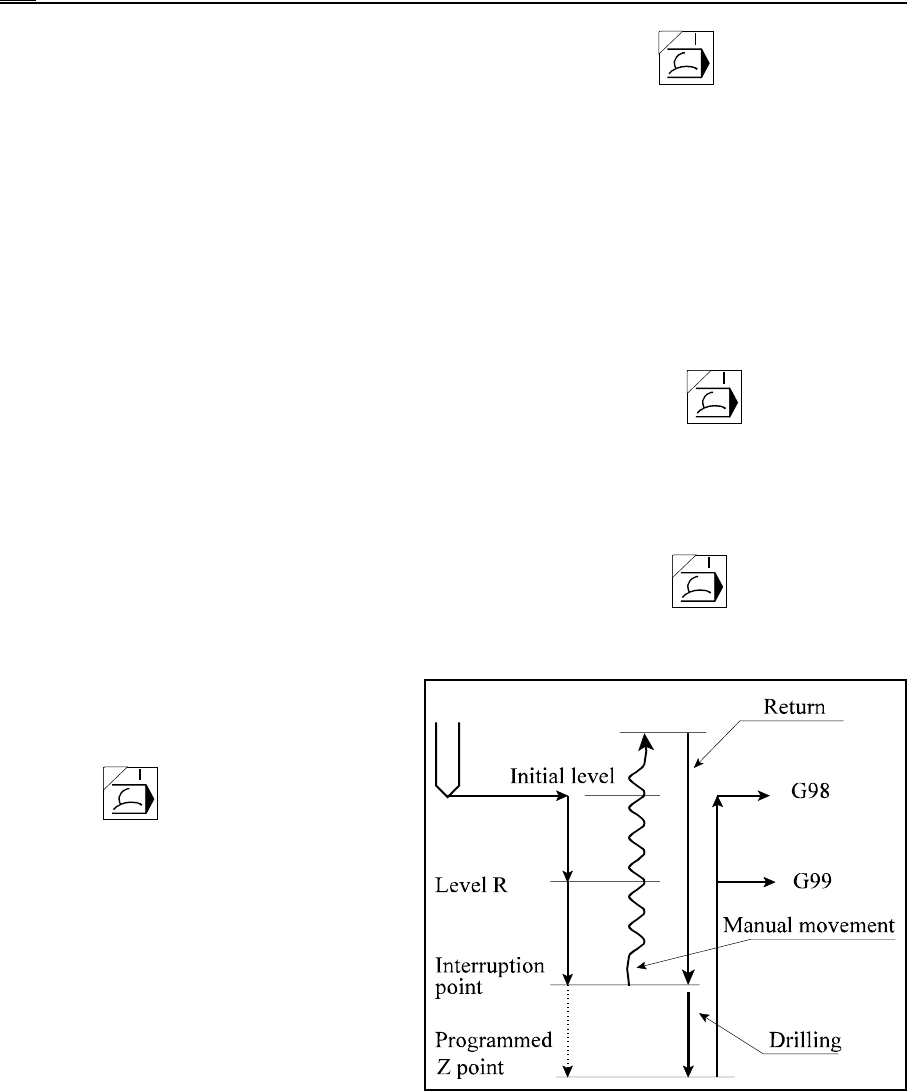
4
th
case: Interrupting and restarting canned cycle in the course of drilling
If the canned cycle is interrupted during
hole machining and the process is re-
started by means of condition BLOCK
RETURN the movement may also
be led back to the 1
st
case.
Return to Interruption Point after Interrupting Machining in Offset Mode
The following cases refer to axes in the selected plane, when offset mode is on. For interrupt-
ing and return axis movements outside the selected plane the cases of state G40 can be applied.