



















22
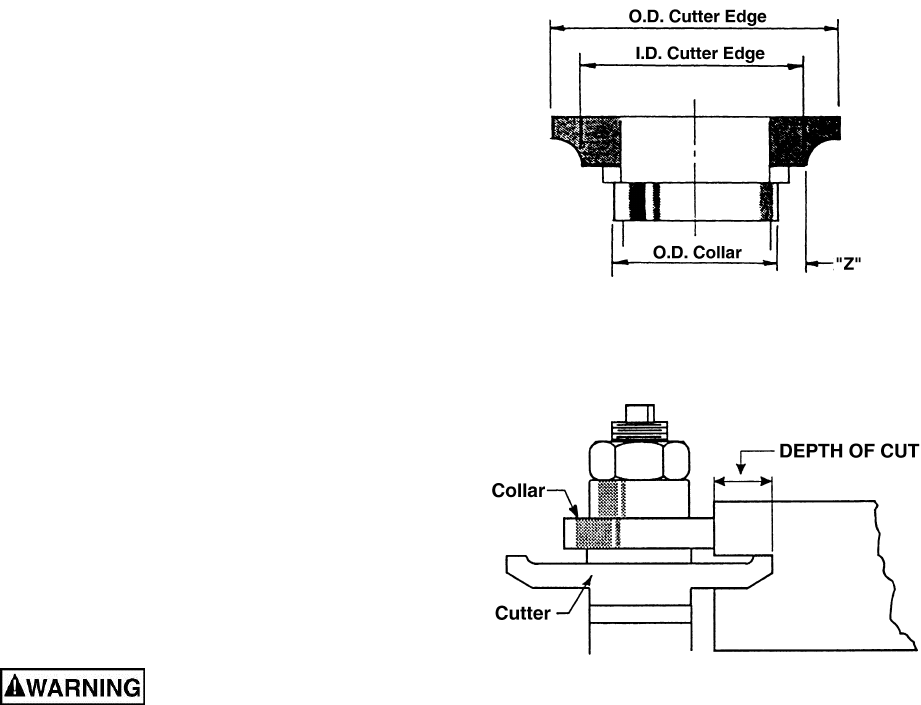
"Z" Dimension
Before making a template (or using the edge of the
workpiece) for shaper cutting, the "Z" dimension
must be established in order to determine the
shape and size of the finished stock. The "Z"
dimension is the difference between the innermost
part of the cutter edge and the outside diameter of
the ball bearing follower (collar). See Figure 28.
Note: The "Z" dimension can be either positive or
negative.
The "Z" dimension is positive if the cutter is larger
than the collar bearing.
The "Z" dimension is negative if the cutter is
smaller than the collar bearing.
Depth of Cut
The depth of cut is the distance from the outside
circumference edge of the collar (which the work
rides against) to the outside edge of the cutter. The
depth of cut is determined by the position of the
fence relative to the cutterhead and/or by the use
of shaper collars (see Figure 29).
Straight Edge Shaping
Straight edge shaping is always performed with the
workpiece against the fence. Use only push sticks
and hold downs to keep the workpiece on position.
Do not use a miter gauge to
feed material along the fence face. The work-
piece can bind and cause kickback. Failure to
comply may cause serious injury!
To set up:
1. Disconnect or unplug the machine from its
power source.
2. Check to see that the fence faces are parallel,
properly in line or offset if necessary, and
securely tightened.
3. Rotate the cutters and inspect for clearance.
4. Lock the spindle.
5. Install all necessary guards.
6. Reconnect power to the machine.
7. Take a trial cut on a piece of scrap the same
thickness as workpiece.
Note: Only a short cut is necessary to determine if
the profile, depth, and height of cut is correct.
Figure 28
Figure 29