



















-34-
For Machines Mfg. Since 7/09
EVS Toolroom Lathes
OPERATION
Offsetting
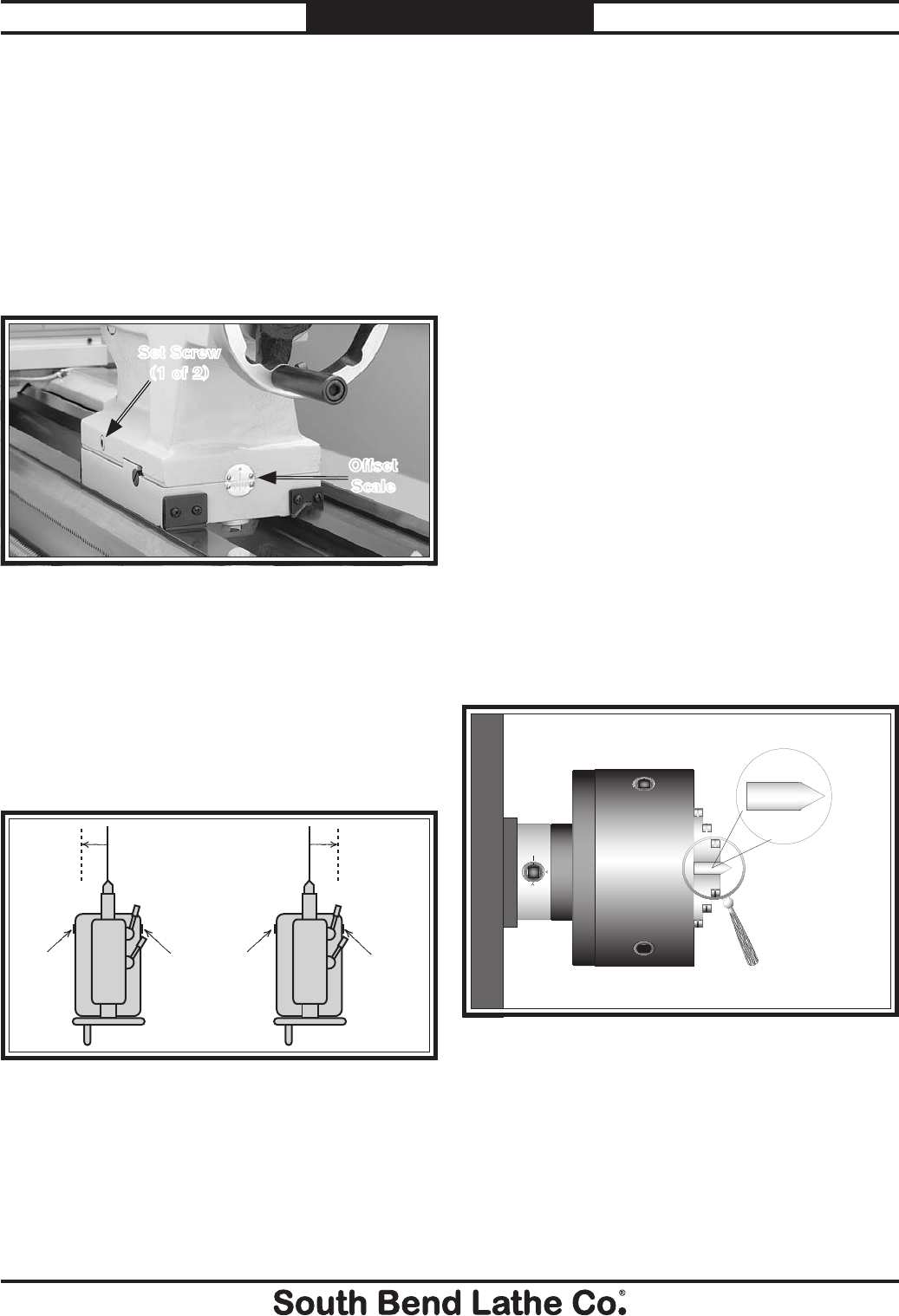
The tailstock can be offset from the spindle
center line for turning tapers. The offset
movement is controlled by set screws on both
sides of the tailstock (see Figure 57), and the
amount of movement is indicated by the offset
scale on the back of the tailstock.
Note: For a precise offset, use a dial indicator to
check quill movement while adjusting screws.
Figure 57. Tailstock offset controls.
Set Screw
(1 of 2)
Offset
Scale
Turn
CCW
Turn
CCW
Turn
CW
Turn
CW
Figure 58. Set screw adjustment in relation to
tailstock movement.
Aligning
The offset of your lathe was aligned with
the spindle center line at the factory. We
recommend that you take the time to ensure
that the tailstock is aligned to your own desired
tolerances, especially if you have changed the
offset to cut shallow tapers.
To align the tailstock offset to the spindle center
line:
1. Use a precision level to make sure the
bedway is level from side-to-side and from
front-to-back.
— If the bedway is not level, correct this
condition before continuing with this
procedure.
2. Obtain two pieces of steel round stock 2" in
diameter and 6" long.
3. Center drill both ends of one piece of round
stock, then set it aside for use in Step 6.
4. Use the other piece of round stock to make
a dead center, and turn it to a 60° point, as
shown in Figure 59.
Figure 59. Turning a dead center.
Tool Needed Qty
Hex Wrench 6mm .................................................1
To offset the tailstock from the spindle center
line, loosen the clamp bolts underneath the
tailstock to relieve pressure on the sliding
components, then rotate the set screws in the
direction shown in Figure 58.
Once the tailstock is offset where needed, tighten
the clamp bolts underneath the tailstock.