



















For Machines Mfg. Since 8/09 Model SB1019
-27-
OPERATION
Figure 24. Dry cutting blade speed chart.
Copper
Alloy
229~482
(70) (147)
203~213
(62) (65)
85-203
(26) (62)
220
(67)
220~534
(67) (163)
203
(62)
85
(26)
321
(98)
180~220
(54) (67)
95~213
(29) (65)
242
(75)
65~85
(20) (26)
180~220
(54) (67)
75~118
(25) (36)
246
(75)
108~225
(33) (75)
196~354
(60) (108)
203
(62)
111~321
(34) (98)
150~203
(46) (62)
Aluminum
Alloy
Thin
Tube
Angle
Steel
Carbon
Steel
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Material Material Material Material
Tool Steel
Mold Steel
High-Speed
Tool Steel
Alloy
Steel
Water
Hardened
Tool Steel
Stainless
Steel
CR Stainless
Steel
Free Machining
Stainless Steel
Gray
Cast Iron
Ductile
Austenitic
Cast Iron
Malleable
Cast Iron
Plastics
Cold-Work
Tool Steel
Hot-Work
Tool Steel
Oil-Hardened
Tool Steel
CUTTING SPEED RATE RECOMMENDATION
The chart in Figure 24 offers blade speed guidelines for various metals, given in feet per minute
(FPM) and meters per minute (M/Min). Choose the closest available speed on the machine, then
adjust the feed rate as necessary, using the Chip Inspection Chart as a guide.
Chip
Appearance
Chip
Description
Chip
Color
Blade
Speed
Feed Rate/
Pressure
Other
Actions
Thin & Curled Silver Good Good
Hard, Thick & Short Brown or Blue Increase Decrease
Hard, Strong &
Thick
Brown or Blue Increase Decrease
Hard, Strong,
Curled & Thick
Silver or Light
Brown
Good
Decrease
Slightly
Check Blade
Pitch
Hard, Coiled & Thin Silver Increase Decrease
Check Blade
Pitch
Straight & Thin Silver Good Increase
Powdery Silver Decrease Increase
Coiled, Tight & Thin Silver Good Decrease
Check Blade
Pitch
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
thin & curled
short, hard & thick
thick, hard & strong
thick, hard & strong
thin & straight
powdery
thin & curled tightly
hard & thin
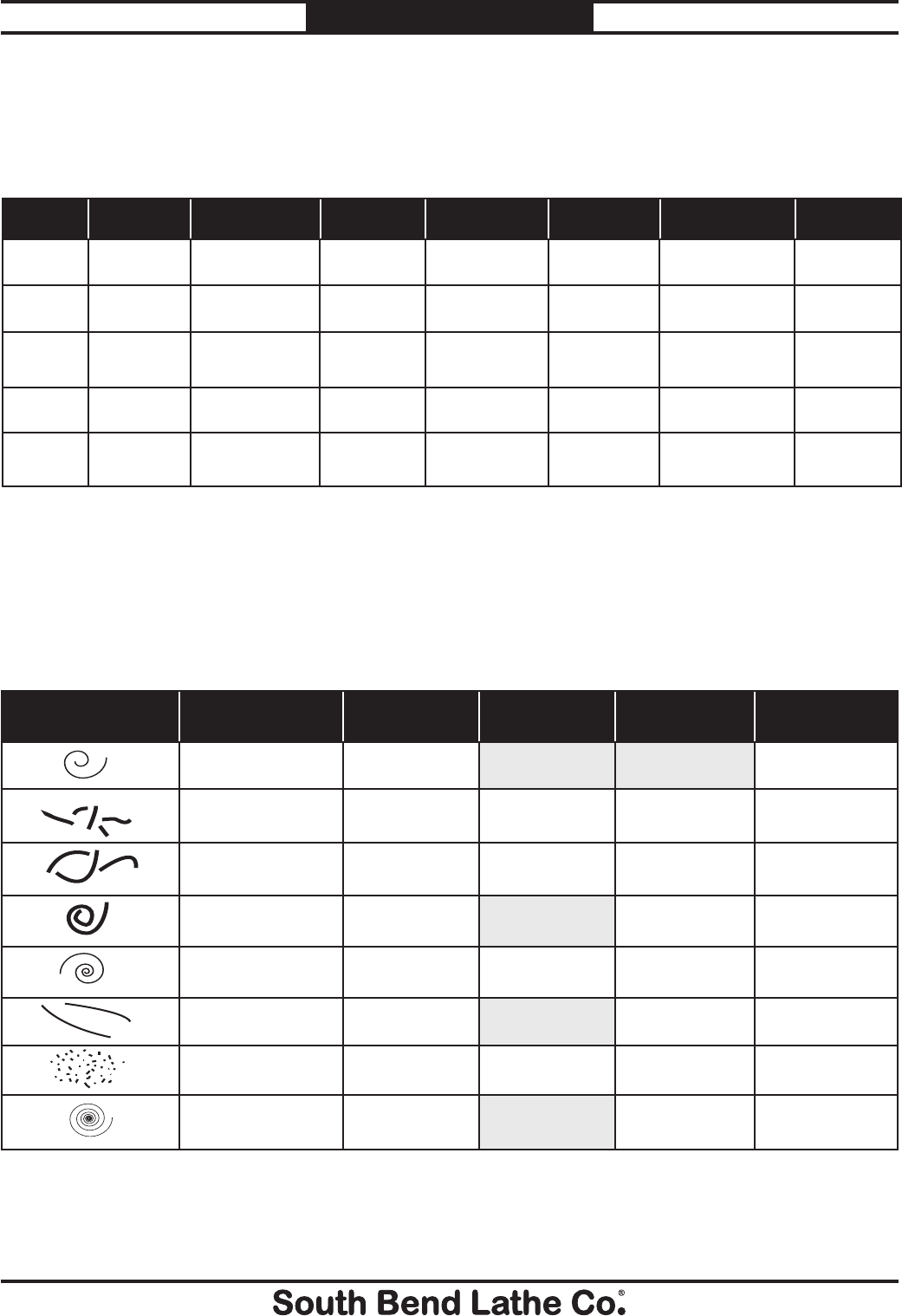
Figure 25. Chip inspection chart.
The best method for choosing the cutting speed and feed rate for a cutting operation is to inspect the
chips created by the cut. Refer to the chip inspection chart below to evaluate chip characteristics and
determine whether to adjust feed rate/pressure, blade speed, or both.
Chip Inspection Chart
Blade Speed Chart