



















For technical questions, please call 1-800-444-3353;
Troubleshooting section at end of manual.
Page 18SKU 95424, 95629
SETTING POLARITY FOR WELDING TYPE
WARNING! Always turn welder off and disconnect it from it’s electrical supply before
opening the case or performing any adjustment, including the following pro-
cedure.
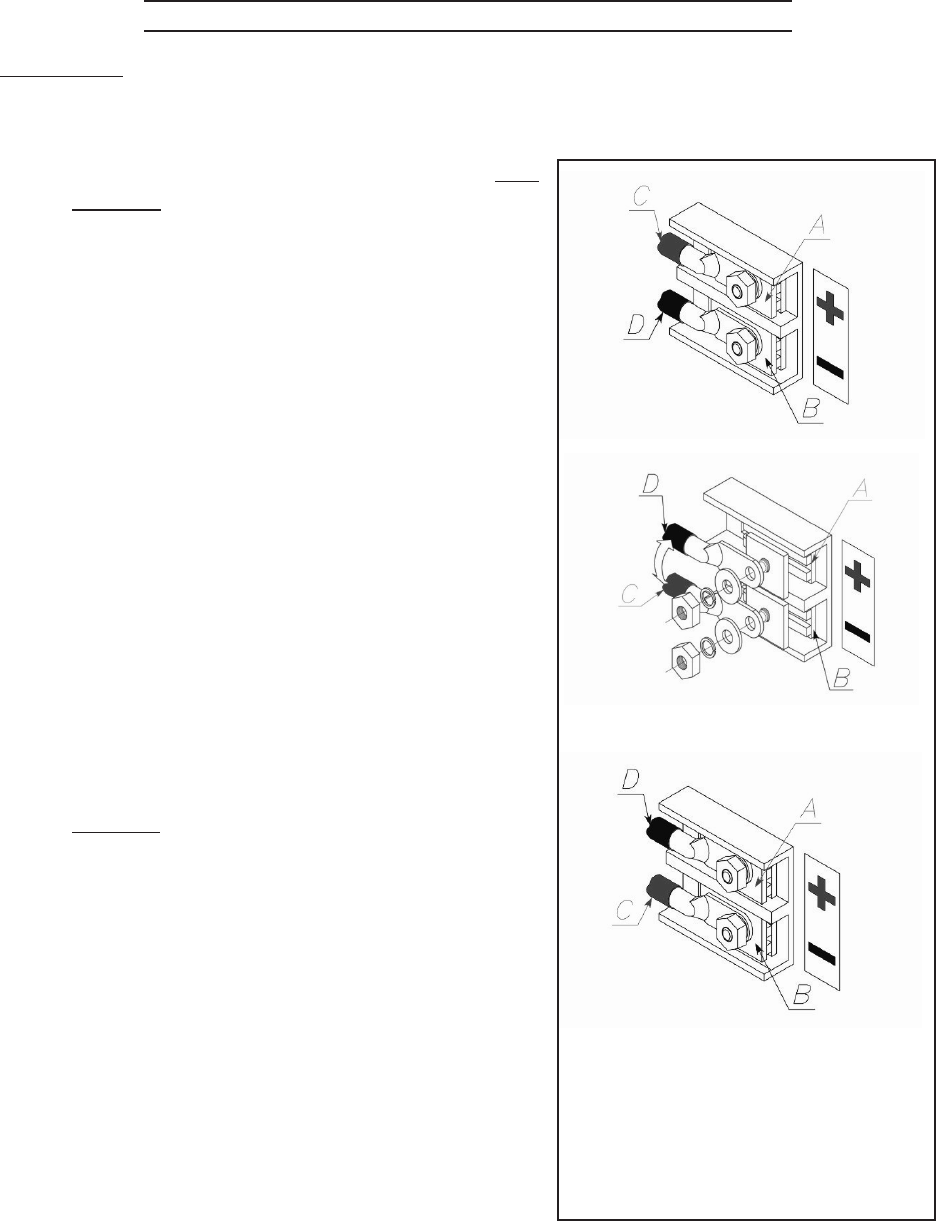
Set for Electrode Positive (DCEP) for gas
welding with solid-core wire
- Red electrode cable (C) to positive termi-
nal (A);
- Black ground cable (D) to negative termi-
nal (B).
SEE ILLUSTRATION, TOP RIGHT INITIAL
SETUP.
To reverse polarity
1. Remove the nuts.
2. Change the places of the cables (C, D).
3. Replace and tighten the nuts.
When connecting the weld output terminals,
you should keep the square washers in
place.
Set for Electrode Negative (DCEN) for
gasless flux core wire:
- Red electrode cable (C) to negative termi-
nal (B);.
- Black ground cable (D) to positive terminal
(A).
(See illustration, bottom right.)
Always read and follow wire manufacturer’s
recommended polarity.
1.
2.
3.
4.
MIG&ARC 250 AMP - SKU 95424
MIG DUAL 250 AMP – SKU
For technical questions, please call 1-800-444-3353;
Troubleshooting section at end of manual.
Page 19
SETTING THE GUN & ELECTRODE POLARITY FOR WELDING TYPE
1.Set for Electrode Positive (DCEP)
for gas welding with solid-core wire:
-Red Electrode Cable (C) to Positive Terminal (A);
-Black Ground Cable (D) to Negative Terminal (B).
SHOWN IN ILLUSTRATION, INITIAL SETUP.
2. SETTING
1.Turn off the nuts.
2. Change by places of the connecting plugs.
3.Strongly twirl the nuts.
When connecting to the weld output terminals, it
is necessary to save the square washers.
3. Set for Electrode Negative (DCEN)
for gas-less flux core wire:
-Red Electrode Cable (C) to Negative Terminal (B);
-Black Ground Cable (D) to Positive Terminal (A).
4. Always read and follow wire manufacturer’s rec-
ommended polarity.
A. Positive (+) Output Terminal
B. Negative (–) Output Terminal
C. Red Cable - Electrode
D. Black Cable - Ground
Positive (+) Output Terminal
Negative (–) Output Terminal
Red Cable - Electrode
Black Cable - Ground
A.
B.
C.
D.
DCEP
DCEN
MIG&ARC 250 AMP - SKU 95424
MIG DUAL 250 AMP – SKU
For technical questions, please call 1-800-444-3353;
Troubleshooting section at end of manual.
Page 19
SETTING THE GUN & ELECTRODE POLARITY FOR WELDING TYPE
1.Set for Electrode Positive (DCEP)
for gas welding with solid-core wire:
-Red Electrode Cable (C) to Positive Terminal (A);
-Black Ground Cable (D) to Negative Terminal (B).
SHOWN IN ILLUSTRATION, INITIAL SETUP.
2. SETTING
1.Turn off the nuts.
2. Change by places of the connecting plugs.
3.Strongly twirl the nuts.
When connecting to the weld output terminals, it
is necessary to save the square washers.
3. Set for Electrode Negative (DCEN)
for gas-less flux core wire:
-Red Electrode Cable (C) to Negative Terminal (B);
-Black Ground Cable (D) to Positive Terminal (A).
4. Always read and follow wire manufacturer’s rec-
ommended polarity.
A. Positive (+) Output Terminal
B. Negative (–) Output Terminal
C. Red Cable - Electrode
D. Black Cable - Ground
Positive (+) Output Terminal
Negative (–) Output Terminal
Red Cable - Electrode
Black Cable - Ground
A.
B.
C.
D.
DCEP
DCEN