


















2.
Note: For this step, you will need to aver-
age out the diameters or work with the finish
diameter.
3.
Example A:
Step 1:
Step 2:
Result:
Example B:
Step 1:
Step 2:
Step 3:
Result:
Cutting Speed (FPM) x 12
*Recommended
Dia. of Cut (in inches) x 3.14
Spindle
Speed
(RPM)
*Double if using carbide cutting tool
=
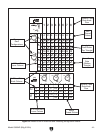
Figure 52.
SPEEDS
LEVERS RPM
JLP 1800
GLP 1280
HLP 910
JLM 650
GLM 460
HLM 325
JKP 230
GKP 160
HKP 115
JKM 85
GKM 60
HKM 40
4. Figure 52
Note: When the calculated spindle speed
falls between the available speeds, use your
best judgement as to which speed to use.
5. OFF
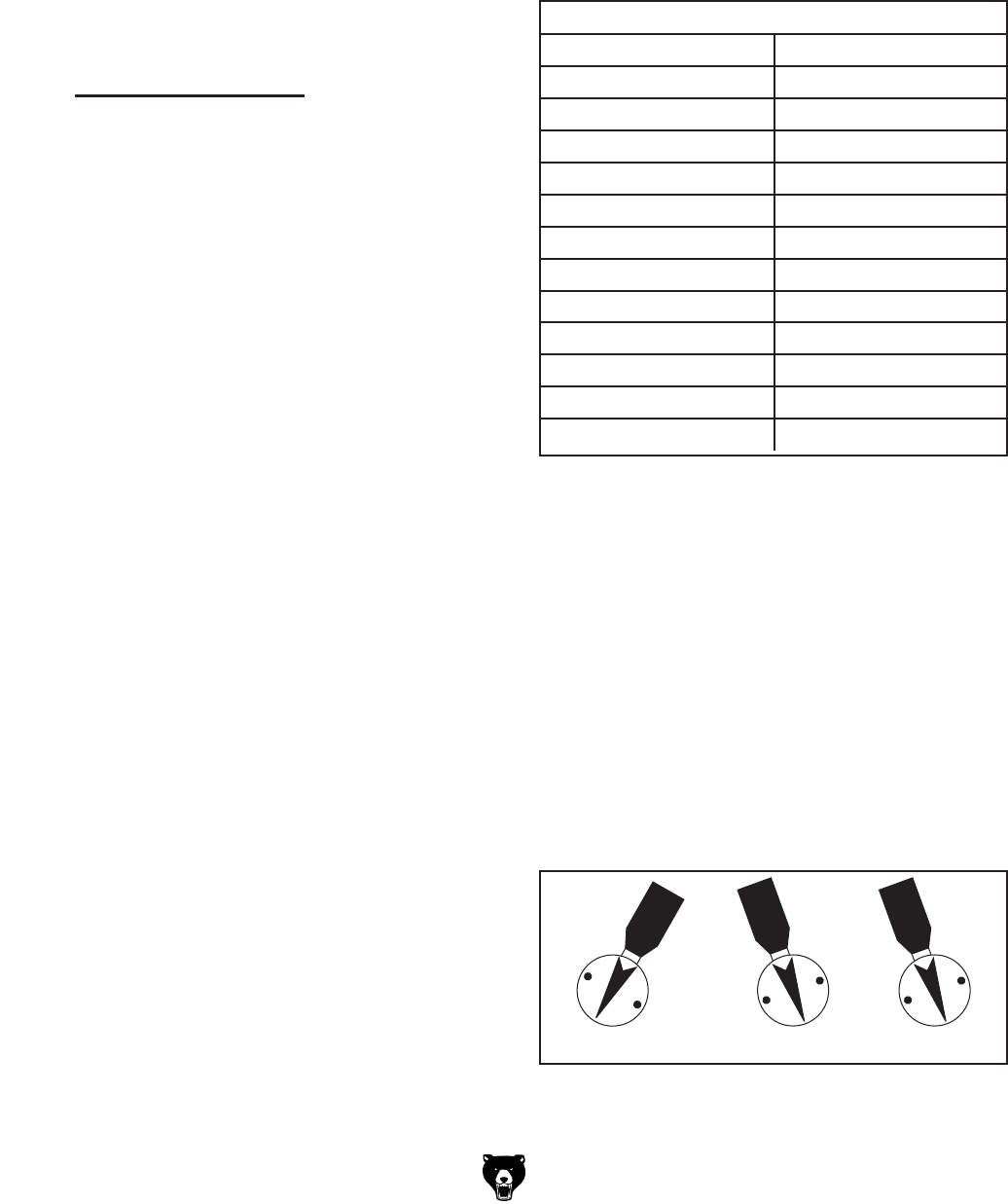
6.
Example A
Figure 53
Note: You may need to rock the spindle
back-and-forth by hand to get the gears to
properly engage.
G H J M 0 P
K L
Figure 53.