


















G0619 DELUXE SMALL MILL/DRILL
-27-
Gibs and Backlash
During the life of your mill drill, you may have to
adjust the gibs and the handwheels to remove
any lash or looseness that is a result of normal
wear. Do not overtighten the gibs or half-nuts, or
premature wear will occur.
Tools Needed: Qty
Wrench 10mm ...................................................
1
Hex Wrench 3mm ..............................................
1
#3 Flat Tip Screwdriver .....................................
1
To adjust the table gibs and the handwheel
backlash:
1. DISCONNECT MACHINE FROM POWER!
2. Loosen the lock nuts (see Figure 32).
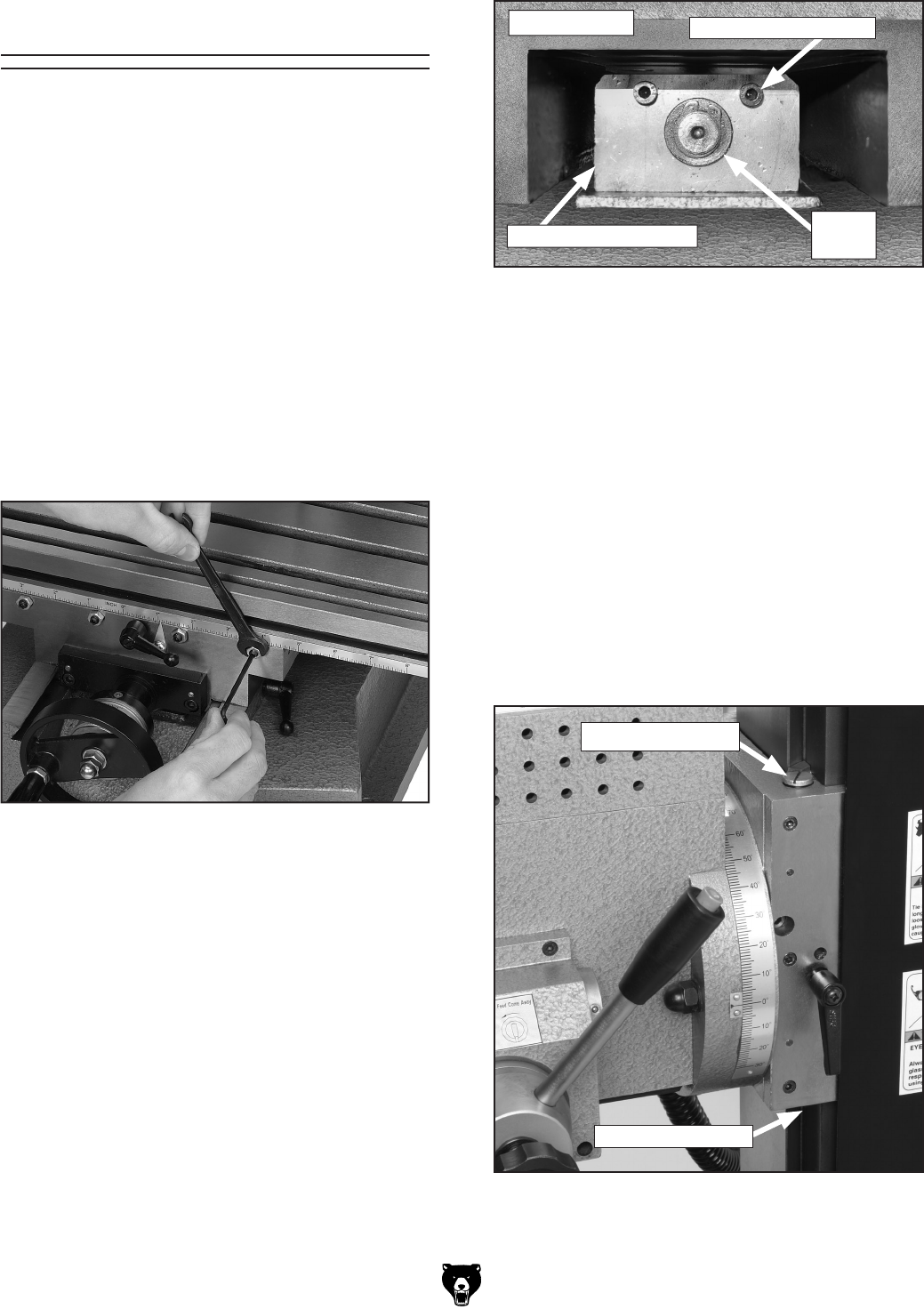
Figure 34. Headstock gib adjustment.
Upper Gib Screw
Lower Gib Screw
To adjust the headstock gibs:
1. DISCONNECT MACHINE FROM POWER!
2. Loosen the headstock lock lever (see Figure
34
).
3. Loosen or tighten the upper and lower gib
screws (Figure 34) in an alternating manner
to adjust the headstock gib.
The headstock should slide smoothly with no
play or looseness. Do not overtighten the gibs
or premature slide and gib wear will occur.
4. Lubricate the headstock way and gib.
3. When properly adjusted, the table should
move with slight resistance as felt in the
handwheel. Each gib has multiple lock nuts
and set screws that must also be adjusted.
Make your adjustments equally and in small
increments.
4. Tighten the lock nuts.
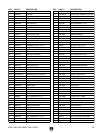
5. Locate the X-axis lead screw half-nut (see
Figure 33
), and adjust both cap screws until
the handwheel has approximately 0.003"
backlash as shown by the dial.
6. Repeat Step 5 on the Y-axis leadscrew half-
nut and lubricate the lead screws and gibs.
Figure 32. Gib adjustment.
Figure 33. Handwheel backlash adjustment.
Half-Nut Cap Screw
Lead
Screw
Lead Screw Half-Nut
Milling Table