



















OM-1594 Page 28
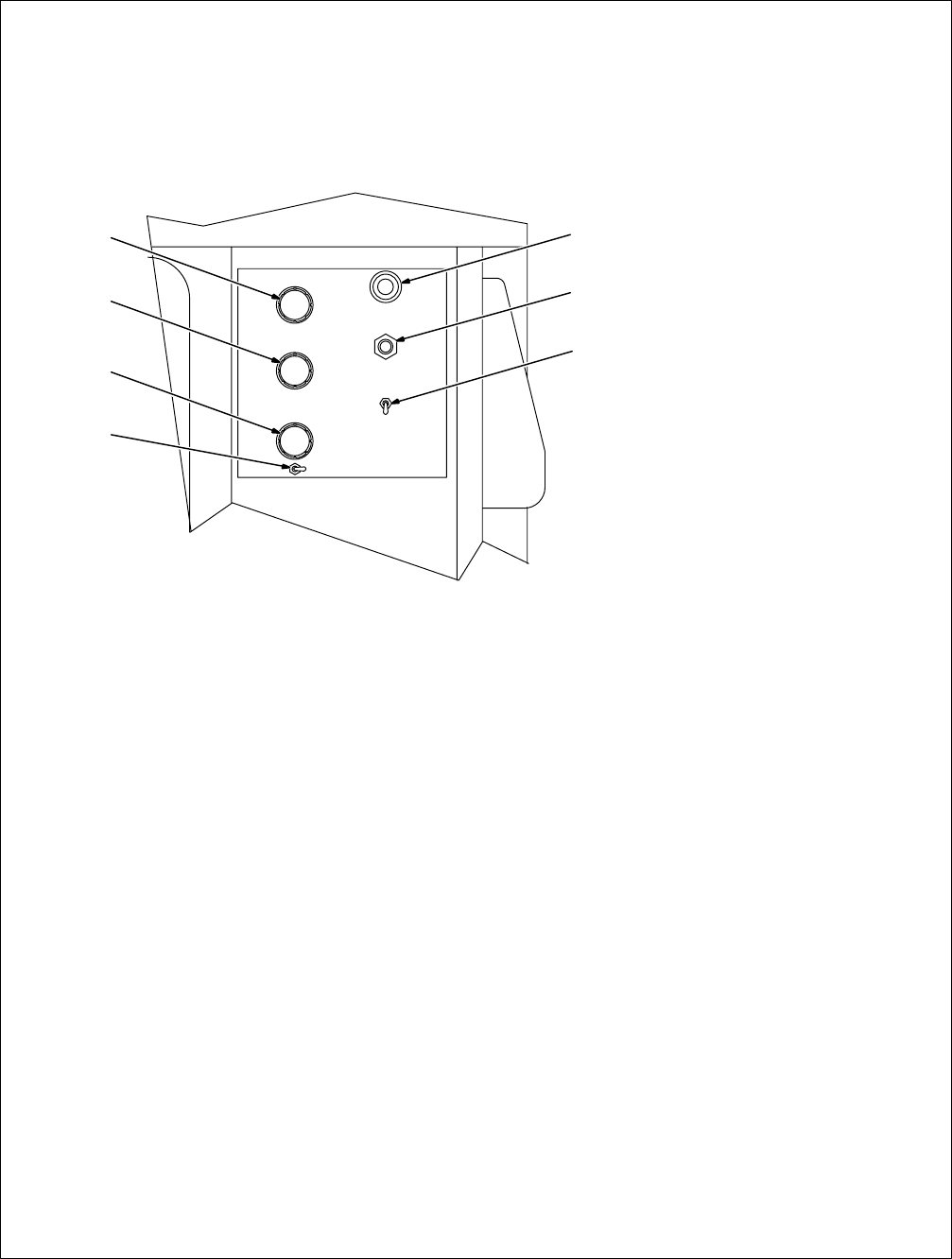
5-2. Internal Controls
Ref. 801 578
Open left side door.
1 Run-In Speed Control
Use this control to set run-in wire
feed speed before arc initiation.
After arc initiation, weld wire feed
speed is controlled by the wire
speed setting on the welding gun
(see Section 5-3).
The scale around the run-in speed
control is a percent of weld wire
feed speed. As a general rule, set
run-in speed lower than welding
wire feed speed.
. The gun wire feed speed
control adjusts wire speed from
minimum to maximum setting
on Wire Speed Control.
Set control at 0 (zero) for scratch
start.
2 Burnback Time Control
(Optional)
Use control to adjust time (up to
0.25 seconds) that the welding wire
is electrically energized after the
wire stops feeding.
If welding wire sticks in the weld
puddle, increase burnback time. If
wire burns back into the gun
contact tip, decrease burnback
time.
The scale around the control is
marked in fractions of a second.
3 Spot Time Control (Optional)
Use control to set spot weld time.
Welding wire feeds at speed
selected on the gun Wire Speed
Control. Spot time starts at arc
initiation.
Rotating switch fully
counterclockwise until it clicks
selects an untimed continuous
weld, all other positions will provide
various timed spot welds.
The scale around the control is
marked in seconds.
4 Time Range Switch
Use switch to select spot weld time
range.
5 Fuse F1
See Section 6-13.
6 Circuit Breaker CB1
See Section 6-13.
7 Motor Torque Switch
Use switch to select the force used
to push wire. The up position is for
high force, or torque. The down
position is for low force, or torque.
Use Low position for .030 wire size
and High position for all other wire
sizes.
Close and latch door.
1
2
5
3
6
7
4