



















B-6B-6
OPERATION
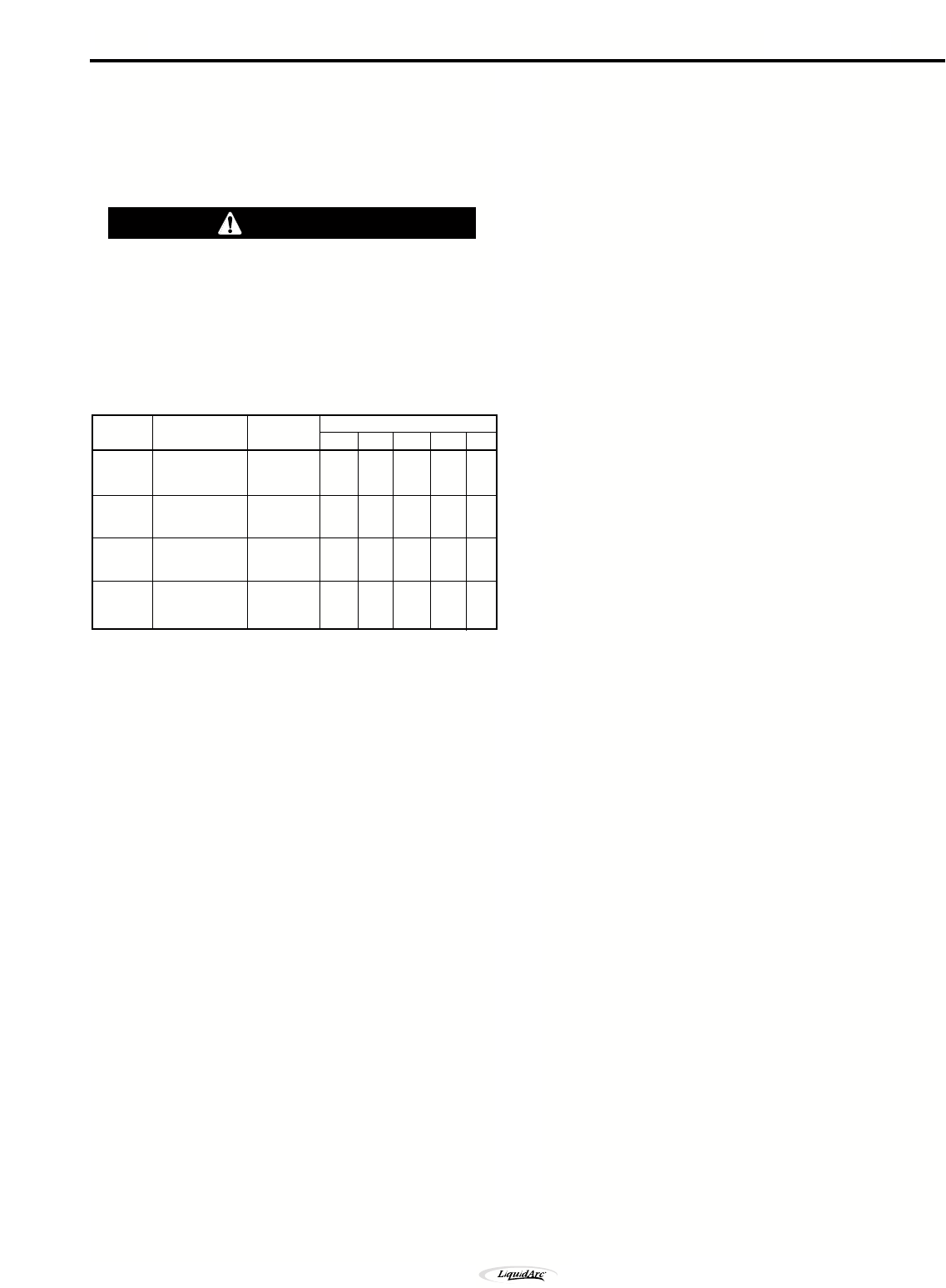
The Handymig 170i is suitable for .035"(0.9mm) alu-
minum wire and .023"–.035"(0.6-0.9mm) stainless
wire. Refer to Table B.1 for recommended procedure
settings. (Requires K664-2 Aluminum - Stainless
Feeding Kit.)
It is important when changing between welding
with steel wire and aluminum to exchange feeding
components due to the lubricant applied to steel
wire. Failure to do so may result in contaminated
welds when welding aluminum.
------------------------------------------------------------------------
TABLE B.1 — Handymig 170i
CHANGING MACHINE OVER TO
FEED OTHER WIRE SIZES
The Handymig 170i is shipped from the factory ready
to feed 0.023”– .025" (0.6 mm) diameter wire. To
operate the Handymig 170i with other sizes of wire, it
is necessary to change the contact tip and change the
drive roll over to other sizes. Refer to Changing the
Contact Tip and Changing the Drive Roll, in the MAIN-
TENANCE section, for specific information on these
procedures.
WELDING WITH GMAW (MIG)
Shielding Gas
When using the GMAW process, install a gas regula-
tor and hose kit.
• For CO
2
, open the cylinder very slowly. For argon-
mixed gas, open cylinder valve slowly a fraction of
a turn. When the cylinder pressure gauge pointer
stops moving, open the valve fully.
• If using a regulator with an adjustable flow meter,
close the gun trigger and adjust the flow to give 15
– 20 cubic ft per hour (CFH) (7 – 10 I/min) [use 20
– 25 CFH (10 – 12 I/min) when welding out of posi-
tion or in a drafty location.
• Keep the cylinder valve closed, except when using
the Handymig 170i. When finished welding:
• Close the cylinder valve to stop gas flow.
• Depress the gun trigger briefly to release the
pressure in the gas hose.
• Turn off the Handymig 170i.
WELDING WITH FCAW (Innershield)
When using the FCAW process, the correct drive roll
and electrode polarity must be used. See Work Cable
Installation in INSTALLATION section for changing the
polarity.
Use optional Innershield welding kit K549-1 (for 0.9
mm) or K549-2 (for 1.2 mm), as appropriate.
• K549-1 0.9mm (.035”) Innershield® Welding Kit—
Includes a contact tip, a gasless nozzle and a 0.9-
1.2mm cable liner to permit the Magnum™ 100L gun
and cable to use 0.9mm diameter flux-cored elec-
trode. The fitting on the end of the liner is stencilled
with the maximum rated wiresize (.045”/1.2mm). Also
included is a spool of 0.9mm
Innershield® NR-211-MP.
• K549-2 1.2mm (.045”) Innershield® Welding Kit—
Includes a contact tip, a gasless nozzle and a 0.9-
1.2mm cable liner to permit Magnum™ 100L gun
and cable to use 1.2mm diameter flux-cored elec-
trode. The fitting on the endof the liner is stencilled
with the maximum rated wire size (.045”/1.2mm).
Also included is a spool of 1.2mm Innershield® NR-
211-MP and a knurled drive roll.
Several changes are needed to convert the unit for
operation with the Innershield (FCAW) process. The
K549-1 or K549-2 Innershield Kits include all the nec-
essary accessories for this conversion and are provid-
ed for this purpose. The following conversions should
be made using the contents of this kit:
• Change the output polarity to DC(-). See “Work
Cable Installation” in Installation Section for details.
• Install proper drive roll for wire size selected. See
“Changing Drive Roll” in Maintenance Section for
details.
• Install the proper gun liner and tip for the wire size
selected. See “Component Replacement” in the
Maintenance Section for details.
• Remove gas nozzle (if installed) and install gasless-
nozzle. To remove, simply unscrew.
• Load wire into machine and thread into gun and
cable per “Welding Wire Loading” section.
Shielding
Voltage/Wire Speed
Process Welding Wire Gas 16 ga 14 ga 12 ga 10 ga 3/16
MIG DC+ .035 Dia 100% Argon A-5 B6.5 C-8 D-8.5 E-10
4043/5356
Aluminum Wire
MIG DC+ .023 Dia 98% Argon/ A-4 B-6 C-8 ——
308L Stainless 2% Oxygen
Steel Wire
MIG DC+ .030 Dia 98% Argon/ B-3.5 C-6.5 D-7 E-8 E-9
308L Stainless 2% Oxygen
Steel Wire
MIG DC+ .035 Dia 98% Argon/ B-2.5 C-4 D-6 E-8 E-8
308L Stainless 2% Oxygen
Steel Wire
CAUTION
Handymig 170i