



















B-14
OPERATION
B-14
POWER WAVE® C300 CE
ALUMINUM SYNERGIC GMAW-P
(PULSED MIG)AND GMAW-PP
(PULSE ON PULSE) WELDING
The POWER WAVE® C300 CE can produce top qual-
ity aluminum welds with excellent appearance, little
spatter and good bead shape. Push-pull guns are
available for consistent feeding when welding a long
distance away from the wire feeder.
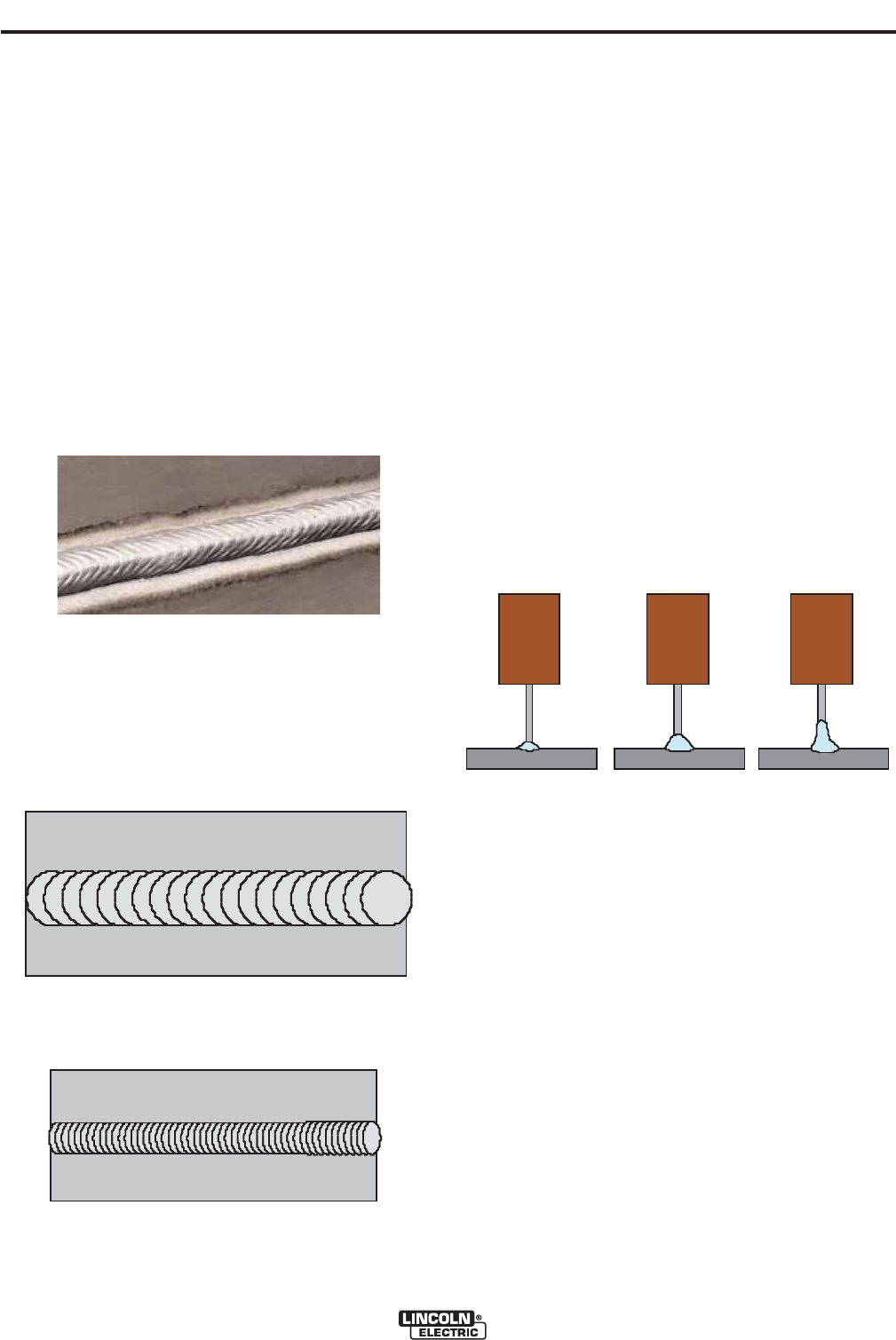
PULSE-ON-PULSE WELDING
The Power Wave system offers both traditional pulse
and Pulse-on-Pulse™. Pulse-on-Pulse (GMAW-PP)
is an exclusive waveform for aluminum welding. Use
it to make welds with a "stacked dime" appearance,
similar to GTAW welds.( See Figure B.7)
FIGURE B.7
The pulsing frequency is adjustable. Changing the fre-
quency modulation (or arc control) of the waveform
changes the ripple spacing. Faster travel speeds may
be achieved by using higher values of frequency mod-
ulation. ( See Figure B.8 and B.9p)
FIGURE B.8
Frequency Modulation = -10
Wide weld and ripple spacing, slow travel speed.
Frequency Modulation = 10
Narrow weld and ripple spacing, fast travel speed.
FIGURE B.9
ALUMINUM GMAW-P AND GMAW-PP
ALUMINUM PULSE WELDING
Synergic GMAW-P (Pulsed MIG) welding is ideal for
low spatter, out of position and reduced heat input
applications. During pulse welding, the welding cur-
rent continuously switches from a low level to a high
level and then back again. Each pulse sends a small
droplet of molten metal from the wire to the weld pud-
dle.
Pulse welding controls the arc length with 'Trim'
instead of voltage. When trim (arc length) is adjusted,
the Power Wave automatically recalculates the volt-
age, current and time of each part of the pulse wave-
form for the best result. Trim adjusts the arc length
and ranges from 0.50 to 1.50, with a nominal value of
1.00 for a 3/4" (19mm) electrode stick-out. Trim values
greater than 1.00 increase the arc length, while values
less than 1.00 decrease the arc length.
(See Figure B.10)
Trim .50
Arc Length Short
Trim 1.00
Arc Length Medium
Trim 1.50
Arc Length Long
FIGURE B.10