



















8
APRENDIENDO PALILLO SOLDAR
8
Recubrimiento duro deruedas y rodillo (desgaste de
metal por metal)
Una aplicación muy común de recubrimiento duro para el
desgaste de metal por metal es el recubrimiento duro de
ruedas, rodillos y de los rieles que se utilizan en los mis-
mos.
La razón de un recubrimiento duro para estas partes es
básicamente económica. La inversión en electrodos vale la
pena, ya que se reconstruye completamente una rueda o
rodillo y la superficie dura mucho más que un rodillo o rueda
normal.
Si se sigue el procedimiento que se muestra a continuación,
no es necesario eliminar el rodamiento de grasa mientras
se suelda. Esto le ahorrará mucho tiempo:
1. El rodillo (o gobernador) se inserta en un tubo que des-
canse sobre dos caballetes. Esto permite que el oper-
ador lo gire mientras suelda.
2. Utilice electrodos Wearshield™ BU, 4.0 mm (5/32") a
175 amperes o 4.8 mm (3/16") a 200 amperes.
3. Suelde a lo largo de la superficie que se desgasta. No
suelde alrededor.
4. Mantenga el rodillo (o rueda) frío sumergiéndolo en agua
y deteniendo el trabajo de soldadura periódicamente.
Esto evitará que el rodillo (o rueda) se contraiga en el
rodamiento de grasa.
5. Recúbralo hasta darle la dimensión deseada. El metal de
soldadura depositado por el electrodo Wearshield™ BU
a menudo es tan suave que no es necesario esmerilarlo
o pulirlo.
NOTA: Enfriar el rodillo (o rueda) tiene otro propósito:
aumentar la dureza y por lo tanto, la vida útil del depósito.
El recubrimiento duro de los rieles es mucho más fácil:
1. Coloque los rieles con la parte donde se deslizan los
rodillos y gobernadores hacia arriba.
2. Utilice electrodos Wearshield™ BU. Se utiliza el mismo
amperaje que en los gobernadores y rodillos.
3. Recubra hasta obtener el tamaño deseado.
4. No enfríe. Esto hará que el depósito sea un poco más
suave que el depósito en los rodillos y ruedas. Esto sig-
nifica que el área de desgaste estará básicamente en los
rieles, que requieren menos tiempo, dinero y esfuerzo
para recubrirlos.
NOTA: El mismo electrodo, Wearshield™ BU, ofrecerá al
operador dos opciones de dureza por una diferencia en la
velocidad de enfriamiento, haciendo posible colocar el
depósito más duro en las partes más costosas.
NOTA: La parte exterior de los rieles (que tiene contacto
con la tierra) debe recubrirse con Wearshield™ BU, ya que
este lado presenta un desgaste del metal por la tierra.
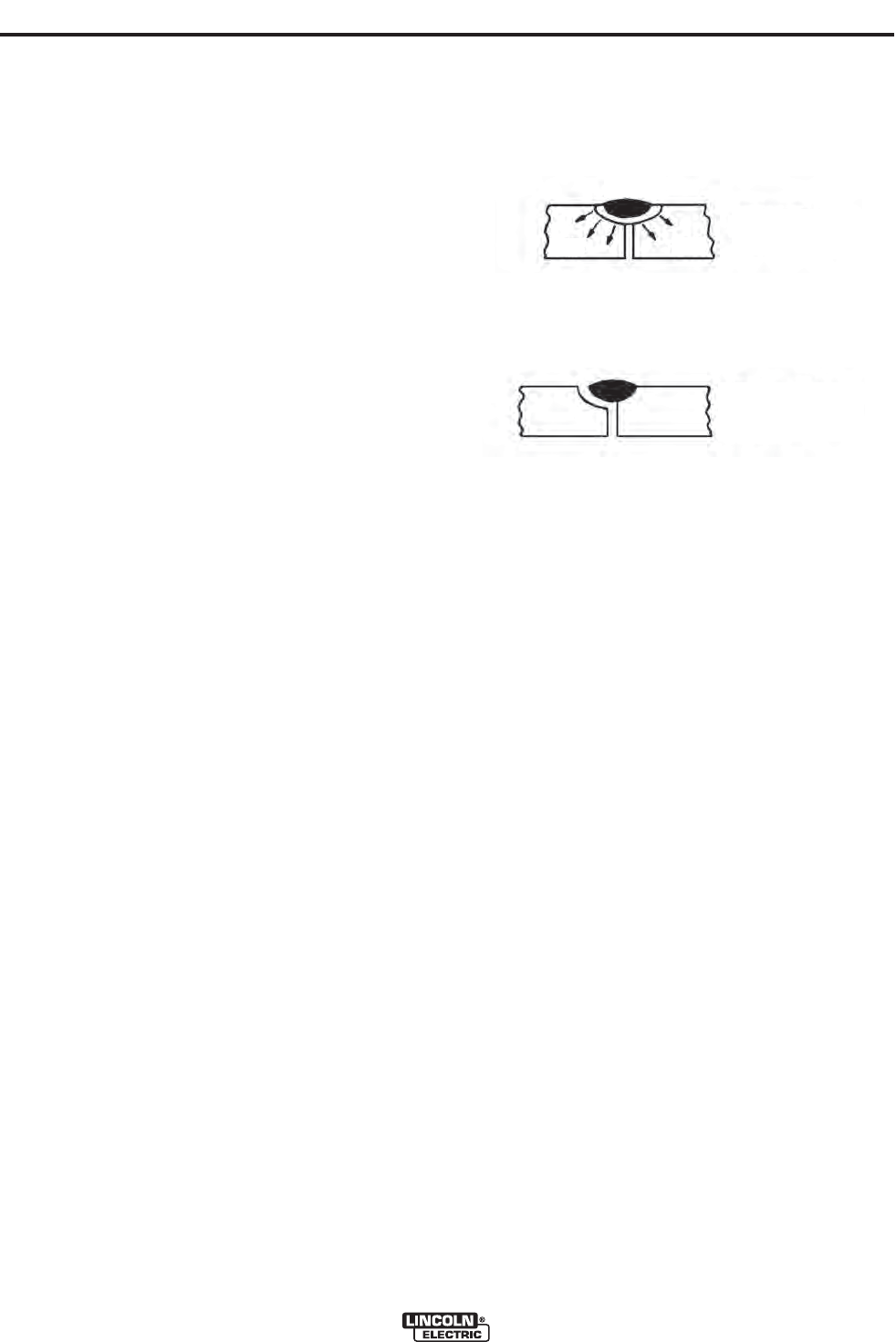
Como soldar hierro vaciado
Cuando se suelda una pieza de hierro vaciado frío, la enorme
cantidad de calor que despide el arco será absorbida y distribui-
da rápidamente en la masa fría. Esta calor y enfriamiento
repentino crea hierro vaciado BLANCO y QUEBRADIZO en la
zona de fusión.
Esta es la razón por la que las soldaduras en hierro vaciado se
rompen. En realidad, una pieza de fierro vaciado rota se queda
con la soldadura completa en ella y la otra pieza sin soldadura.
Para contrarrestar esto, el soldador tiene dos opciones:
1. Puede precalentar toda la pieza de 260 a 649°C (500 -
1200°F). Si el hierro vaciado se calienta antes de soldar, no
habrá enfriamiento repentino que produzca un hierro vaciado
blanco y quebradizo. Toda la pieza fundida se enfriará lenta-
mente.
2. Puede soldar 12.5 mm (1/2") a la vez y no soldar en esa área
otra vez hasta que la soldadura esté completamente fría al
tacto.
De esta forma, no se aplica una gran cantidad de calor a la
masa.
La mayoría de los soldadores sin experiencia probablemente
utilizarán el segundo método, porque no cuentan con una forma
de precalentamiento para piezas fundidas grandes. Las piezas
fundidas más pequeñas pueden (y deben) precalentarse fácil-
mente antes de soldarse. Una fragua, horno, soplete o la
misma antorcha de arco son medios excelentes de precalen-
tamiento.
Cuando se utiliza el método en el que se suelda 12.5
mm (1/2") a la vez, se recomienda comenzar a 12.5
mm (1/2") del cordón anterior y soldar hacia el mismo
(método regresivo).
Caliente
Hierro vaciado blan-
co y quebradizo
Frío
Frío
Cuando se rompe, la
soldadura queda en
una de las piezas.