



















88
Rechargement dur des galets et rouleaux (usure métal-métal)
On a très souvent recours au rechargement dur pour combattre
l'usure métal-métal des galets et rouleaux et des rails qui se dépla-
cent sur ceux-ci.
Le rechargement est effectué sur ces pièces principalement pour
une raison monétaire. En effet, quelques dollars dépensés en élec-
trode permettront de recharger complètement un galet ou un
rouleau et la durée de vie de la surface rechargée sera plusieurs
fois supérieure à la durée de vie normale de ces rouleaux et galets.
Si l'on suit la méthode suivante, il n'est même pas nécessaire d'en-
lever le palier graisseur pendant le soudage. Ceci permettra de
gagner beaucoup de temps :
1. On fait glisser le rouleau (ou le galet) sur une longueur de tuyau
appuyée sur deux chevalets. Cela permet à l'opérateur de le
tourner pendant le soudage.
2. Utiliser les électrodes Wearshield
TM
BU de 5/32 po (4 mm) à 175
A ou de 3/16 po (4,8 mm) à 200 A.
3. Déposer le cordon sur la surface d'usure parallèlement et pas
perpendiculairement au tranchant.
4. Refroidir le rouleau (ou le galet) en le trempant dans l'eau et en
arrêtant l'opération de soudage de temps en temps. Cela
empêchera le galet (ou le rouleau) de se contracter sur le palier
graisseur.
5. Recharger aux dimensions. Le métal de soudure déposé par
l'électrode BU est souvent si lisse qu'un usinage ou un meulage
ne sont pas nécessaires.
NOTA : La trempe du rouleau (ou du galet) a un autre objectif : elle
augmente la dureté et par conséquent la durée de vie du dépôt.
Le rechargement dur des rails est bien plus facile :
1. Placer les rails de sorte que le côté qui se déplace sur les
rouleaux et galets soit vers le haut.
2. Utiliser les électrodes Wearshield
TM
BU. Adopter le même
réglage d'intensité que pour les galets et rouleaux.
3. Recharger aux dimensions.
4. Ne pas tremper. Le dépôt sera ainsi légèrement plus doux que
celui des galets et rouleaux. Cela signifie que l'usure se fera
principalement sur les rails, qui sont bien plus faciles, moins
longs et moins onéreux à recharger.
NOTA : La même électrode, Wearshield
TM
BU, donnera deux
duretés recherchées que l'on obtiendra en modifiant légèrement la
vitesse de refroidissement. Il sera ainsi possible de placer le dépôt
le plus dur sur les pièces les plus onéreuses.
NOTA : L'extérieur des rails (le côté qui entre en contact avec la
terre) doit être rechargé avec le produit Wearshield
TM
ABR, étant
donné que ce côté a une usure métal-terre.
Soudage de la fonte
Quand on soude sur une pièce de fonte froide, la chaleur
intense de l'arc est absorbée et répartie rapidement dans la
masse froide. Ce chauffage suivi du refroidissement subit
crée une fonte BLANCHE et FRAGILE dans la zone de
fusion.
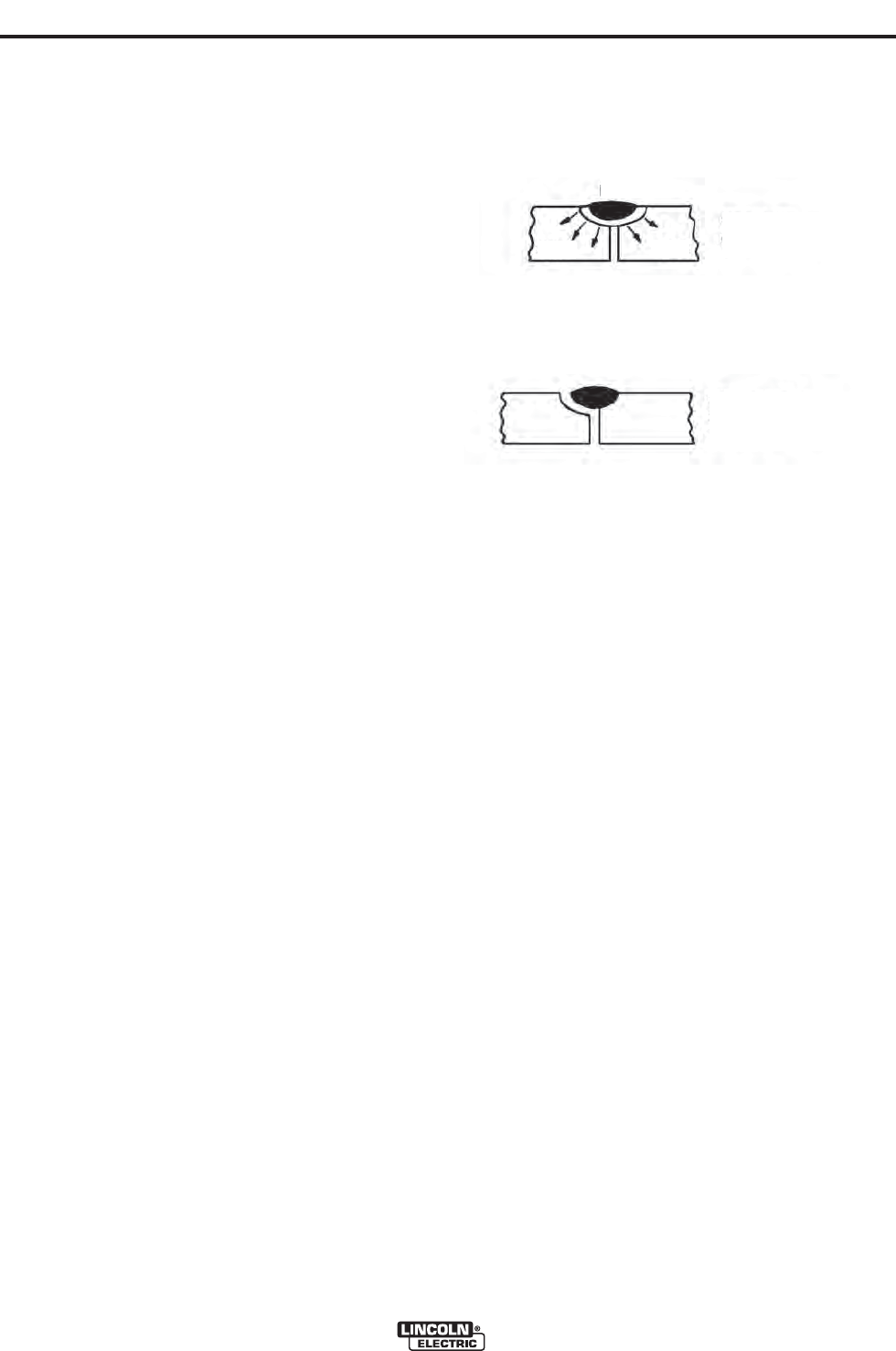
C'est la raison pour laquelle les soudures dans la fonte
cassent. En fait, la soudure complète reste sur une des deux
pièces de la fonte rompue et par conséquent il n'y a pas de
soudure sur l'une des deux pièces. (Voir le schéma ci-après.)
Pour y pallier, l'opérateur de soudage a deux choix :
1. Préchauffer la pièce au complet entre 500 et 1 200 ˚F
(260-649 ˚C). Si la fonte est chaude avant le soudage, il
n'y aura pas de refroidissement subit qui donne une fonte
blanche fragile. Toute la pièce moulée refroidira lente-
ment.
2. Souder 1/2 po (12,5 mm) à la fois et ne revenir à cet
endroit que quand la soudure est refroidie (au toucher).
De cette façon la masse ne reçoit pas une grande quantité de
chaleur.
La plupart des soudeurs inexpérimentés utiliseront probable-
ment la deuxième méthode, étant donné qu'ils n'ont pas de
moyen de préchauffer les grosses pièces moulées. On peut
(et on doit) préchauffer facilement les petites pièces moulées
avant le soudage. Une forge, un four, un feu ou la torche à
arc sont d'excellents moyens de préchauffage.
Quand on utilise la méthode 1/2 po (12,5 mm) à la fois, on
recommande de commencer à 1/2 po (12,5 mm) du cordon
précedent et de souder vers celui-ci. C'est ce que l'on
appelle la méthode à pas de pèlerin.
Chaud
Fonte blanche
fragile
Froid
Froid
Lors de la rupture, la
soudure reste sur une
seule pièce.
APPRENEZ À COLLER SOUDURE