



















TM-353 Page 15Syncrowave 250
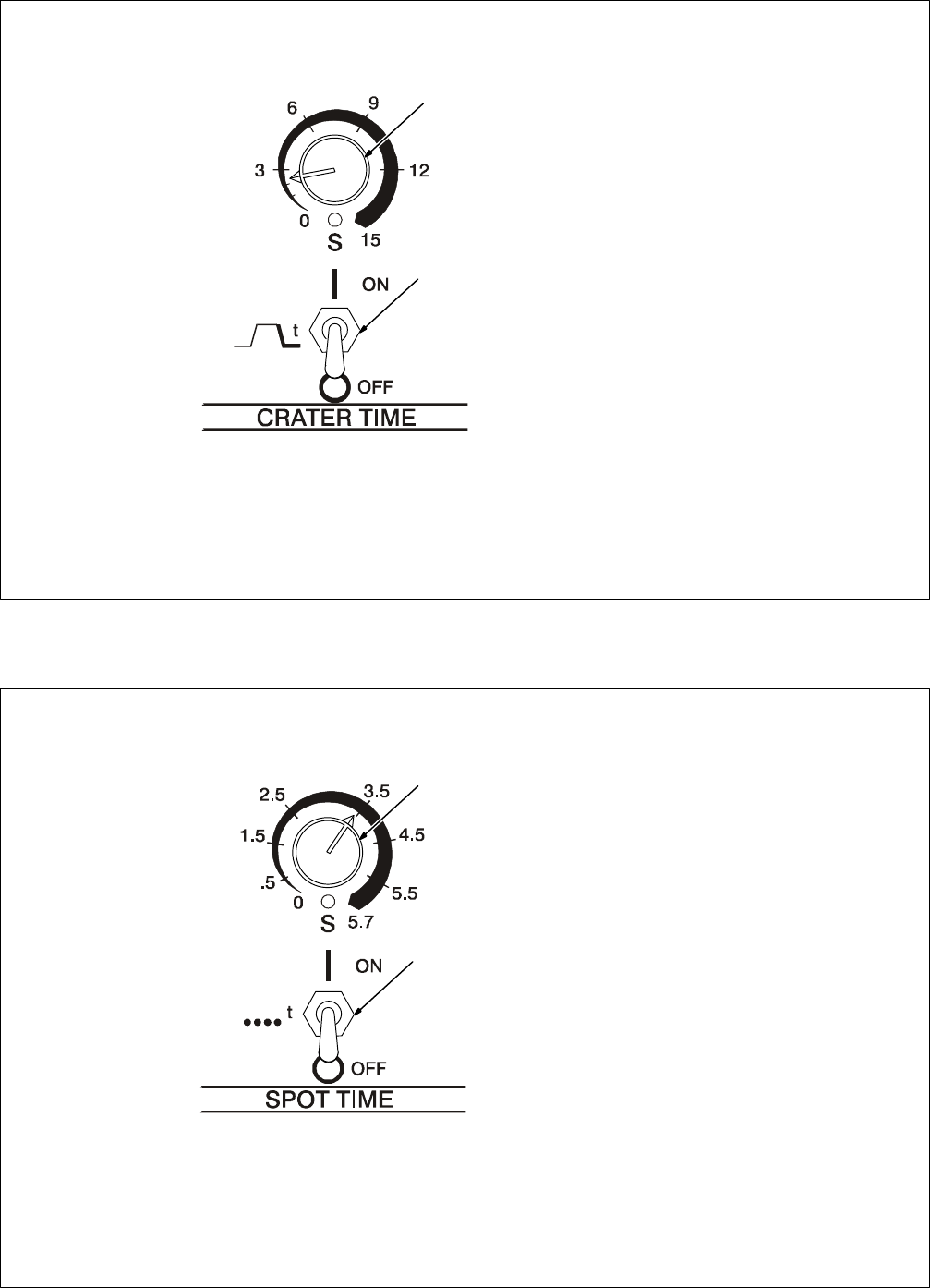
4-4. Crater Time Controls
1 Crater Time Control
Use control to reduce current over a
set period of time (0–15 seconds) at
the end of the weld cycle when NOT
using a remote current control.
2 Crater Time Switch
ON – provides crater time.
OFF – provides no crater time.
Place switch in the OFF position for
Shielded Metal Arc Welding
(SMAW).
Application:
Crater Time should be used while
GTAW welding materials that are
crack sensitive, and/or the operator
wants to eliminate the crater at the
end of the weld.
Note: This applies if the operator is
using an on/off only type control to
start and stop the welding process.
2
1
4-5. Spot Time Controls
1 Spot Time Switch
Place switch in the ON position to
turn on spot weld circuitry.
The (GTAW) TIG Spot process is
generally used with a direct current
electrode negative (DCEN) set-up.
Place switch in the OFF position to
turn off spot weld circuitry. Put
switch in the OFF position while do-
ing Shielded Metal Arc Welding
(SMAW).
2 Spot Time Control
Use control to set time (0–5.7 sec-
onds) for Gas Tungsten Arc
(GTAW) spot welds. Spot time be-
gins at arc initiation. If the arc is bro-
ken during the spot time cycle, the
timer stops but does not reset.
When the spot time has ended,
weld output stops. Postflow starts
when the remote contactor is
opened. The spot timer resets after
the contactor opens.
Application:
TIG spot welding is used for joining
thinner materials that are in close
contact, with the fusion method. A
good example would be joining coil
ends.
1
2