



















6.2 Jog Mode
68
6.2 Jog Mode
Jogging can only be done upon power-on state of the machine, i.e. when there is no EMG
(emergency stop) state in the rightmost field (general NC state) of status bar. After selecting
the operation mode in the 2
nd
field of status bar caption JOG appears.
If the machine is mounted with NCT machine control board the jog mode can be switched on
by pressing the button.
Axis Selection
The movement on axes X, Z can be directly started by pressing and
holding down the appropriate jog button.
More axes’ jog buttons can be pressed at a time, therefore more axes
can be jogged simultaneously.
In case only jog buttons are held down the appropriate axis is jogged
at feedrate. If together with the jog buttons the rapid traverse key
is pressed, the selected axes move at rapid traverse rate.
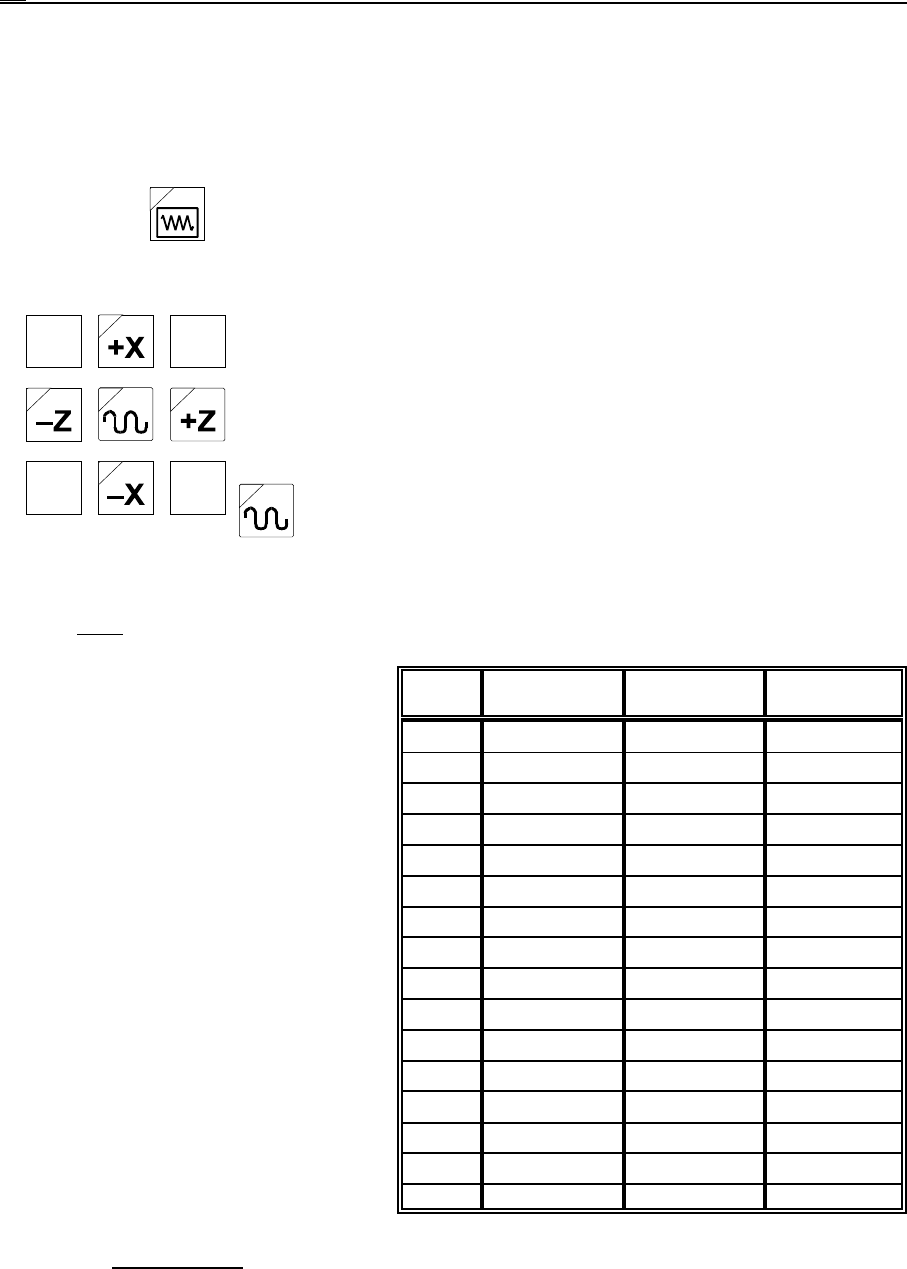
Feedrate Selection
Rate of feed jogging:
– the modal value F, if the value of parameter 1372 JOGFEED is 0.
– If the value of parameter 1372
JOGFEED is 1 the rate of
jogging is independent of
the modal value F. In this
case the rate is taken into
account on the basis of the
state of feedrate override
switch in accordance with
the table beside.
In this case the valid feedrate val-
ues can be seen in the 5
th
(interpolator) field of status bar.
%G21
mm/min
G20
in/min
rotating axis
°/min
0000
1 2 0.08 0.4
2 3.2 0.12 0.64
55 0.2 1
10 7.9 0.3 1.58
20 12.6 0.5 2.52
30 20 0.8 4.0
40 32 1.2 6.4
50 50 2 10
60 79 3 15.8
70 126 5 25.2
80 200 8 40
90 320 12 64
100 500 20 100
110 790 30 158
120 1260 50 252
The rate of rapid traverse jogging is at parameters axis by axis fixed value. Generally the rate
differs from (less than) that of G00 rapid traverse rate positioning (by the way it is also fixed at
parameters axis by axis).