



















OM-494 Page 22
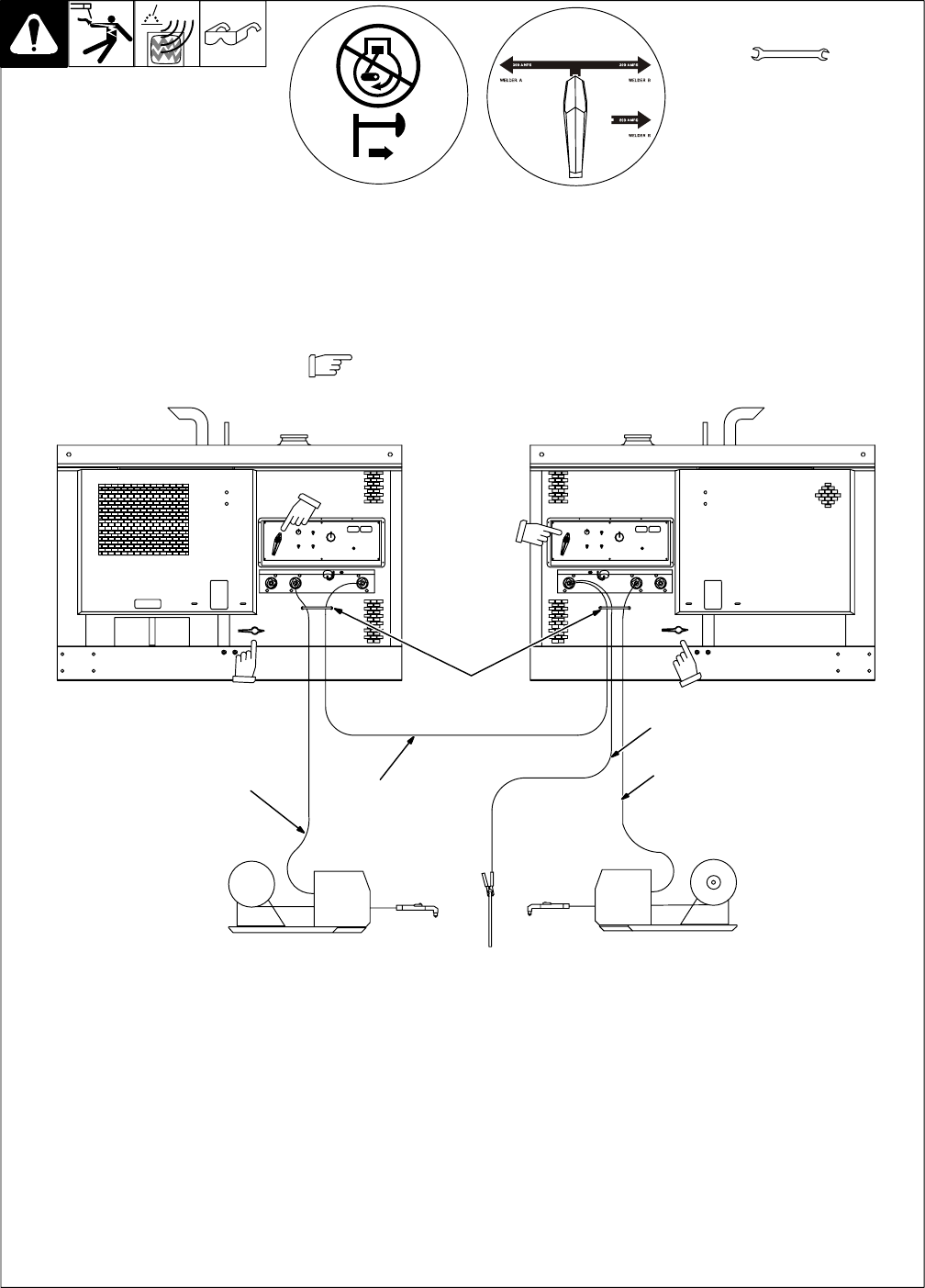
4-11. Making Dual Operator CV Weld Connections w/ Common Work Cable
Ref. 190 377 / 802 292-A
Y Stop engine.
Y Do not exceed machine duty cycle.
. For common work connection, work
cable must be able to carry combined
weld output of both CC weld output ter-
minals (see Section 4-15 for proper
cable size).
. Use Dual Operator mode for CC and
CV welding (see Section 5-1).
1 Strain Relief
Route cables through strain reliefs.
2 Wire Feeder Cables
3 Work Jumper Cable
4 Common Work Cable
For MIG and FCAW welding Direct Current
Electrode Positive (DCEP), connect com-
mon work cable and work jumper cable to
Welder B (right) Negative (–) terminal. Con-
nect other end of work jumper cable to
Welder A (left) Negative (–) terminal.
Connect wire feeder cables to CV termi-
nals.
For MIG and FCAW Direct Current Elec-
trode Negative (DCEN), connect common
work cable and work jumper cable to Weld-
er B (right) CV terminal. Connect other end
of work jumper cable to Welder A (left) CV
terminal.
Connect wire feeder cables to Negative (–)
terminals.
If unit has the Polarity switch option, con-
nect common work cable and work jumper
cable to Welder B (right) Work receptacle.
Connect other end of work jumper cable to
Welder A (left) Work receptacle.
Connect wire feeder cables to CV recep-
tacles.
. Place optional Polarity switches in Re-
verse position when using CV weld re-
ceptacles. There is no CV weld output
when switch is in Straight position.
. Be sure Process Selector and Polarity
switches are set correctly. See Section
5-3.
Tools Needed:
Welder A (Left) Side
3/4 in
Welder B (Right) Side
Y INADEQUATE CABLE CONNECTIONS can cause serious damage to welding generator and create a hazardous condition.
When making weld connections with a common work cable, connect a weld cable of adequate size between the Negative (–) weld termi-
nals, and connect a single weld cable of adequate size from the Welder B (right) Negative (–) terminal to the workpiece.
When using these connections as a common work terminal, all connections must be of the same polarity.
For a common work cable connection, the work cable must be able to carry the combined weld output of both modules (see Section 4-15
for proper cable size).
1
2
2
3
4
Direct Current Electrode Positive
(DCEP) connections are shown.
Note position
of Process
Selector
switches.
Note position
of optional
Polarity
switch.
Note position of optional
Polarity switch.