



















DFG-SERIES SURFACE GRINDERS OPERATION AND PARTS MANUAL REV #4 (05/28/09) PAGE 34
ASSEMBLY INSTRUCTIONS/OPERATIONS
RESULT IN PROPERTY DAMAGE AND/OR
PERSONAL INJURY.
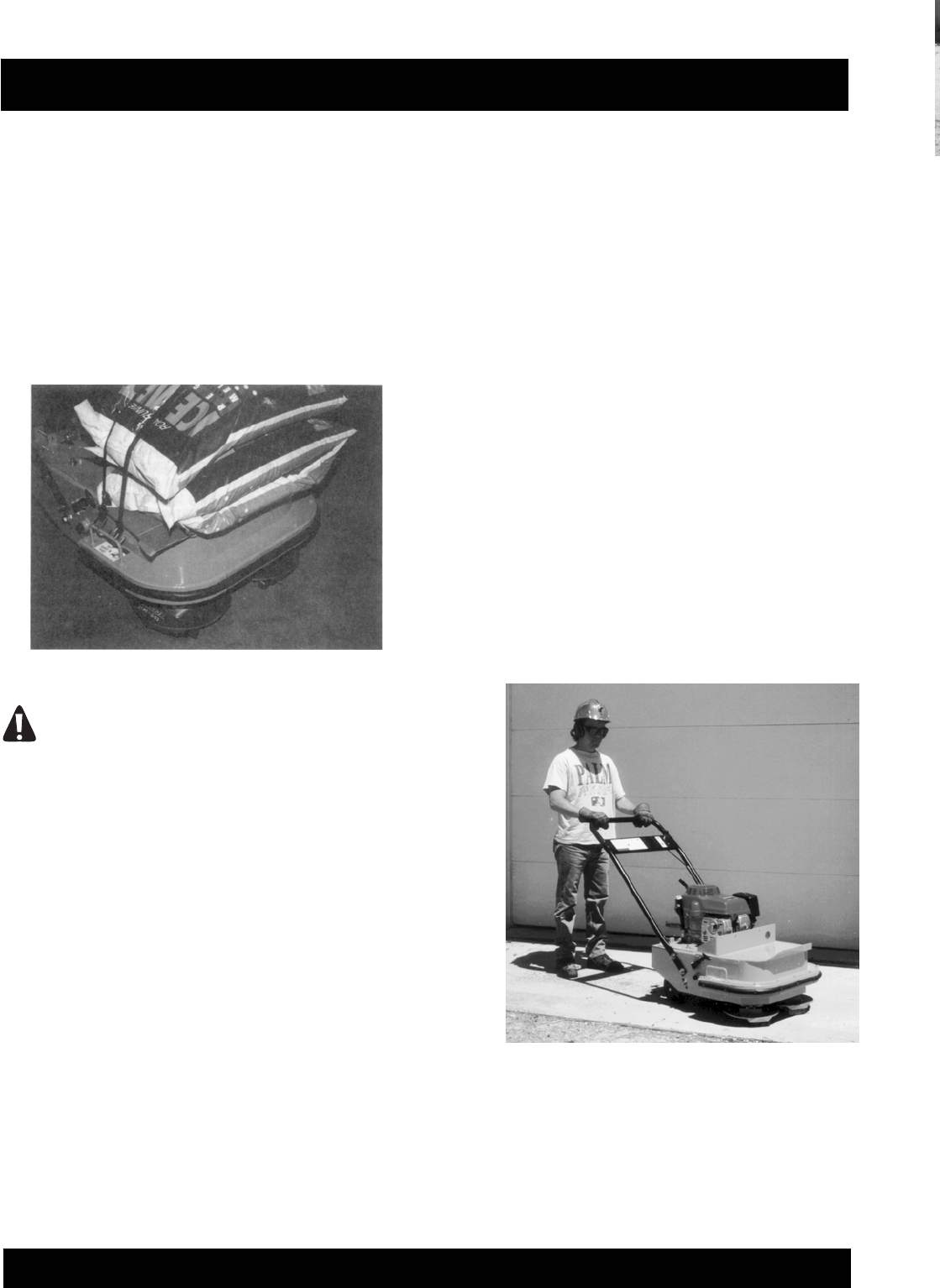
2) Productivity rates with the various multi-
accessory attachments can be increased with
the addition of external weight being applied to
the area over the counter-rotating discs.
FIGURE 36. Maximum allowable external weight
is 300 lbs. Exceeding this figure can result in
permanent structural damage to the SURFACE
GRINDER. Provisions for securing the weight by
the means of strapping or other, appropriate
methods is provided.
FIGURE 36
DANGER
DO NOT OPERATE THE SURFACE GRINDER
WITHOUT ALL EXTERNAL WEIGHT PROPERLY
SECURED TO THE MAIN FRAME. A SUDDEN
CHANGE IN MOVEMENT OR DIRECTION CAN
ALLOW THE UNSECURED WEIGHT TO FALL
OFF THE SURFACE GRINDER, RESULTING IN
LOSS OF MACHINE CONTROL, PROPERTY
DAMAGE AND/OR PERSONAL INJURY. THIS
PROCEDURE IS ESPECIALLY IMPORTANT
WHEN OPERATING THE SURFACE GRINDER ON
FLOORS AND/OR SURFACES ABOVE GROUND
LEVEL.
3) Proper operator posture and stance will enhance
operational safety and overall productivity.
FIGURE 38. For most job applications, operate
the engine at maximum, governed speed.
Consult the material supplied by the engine
manufacturer and the SPECIFICATIONS section
for specific information.
4) The wide variety of potential work surface
materials along with the corresponding variety of
job site environments, makes it impossible to
develop a standardized operating procedure for
the SURFACE GRINDER. Use of the SURFACE
GRINDER will require constant trial and error
testing until satisfactory results are achieved.
Experience gained over time and common
sense will help minimize the amount of
necessary testing. Many factors will directly
affect the operating parameters and/or
techniques utilized for a specialized job
application. Some of these factors include:
a) Work surface material yield and tensile
values. As a general rule, these values will
determine material removal rate per unit of
time. Materials with high yield and tensile
values will characteristically resist/limit
material penetration. For such materia
ls, the
accepted procedure is to make a number of
multiple passes over the work surface rather
than attempt to make a single, deep pass.
The net effect is to actually increase
productivity: more material removed in less
time. Other added benefits to this technique
are decreased vibration, less operator
fatigue and increased component service
life.
FIURE 38
b. Higher material removal rates can
sometimes be achieved by making a series
of shallow passes 90 degrees to each other
to form
a waffle like pattern. This technique
is especially useful when removing deeper
accumulations of rubber, paint, dirt debris,
etc. from industrial floors.