



















*+ -/$*)
+*2 -21 V
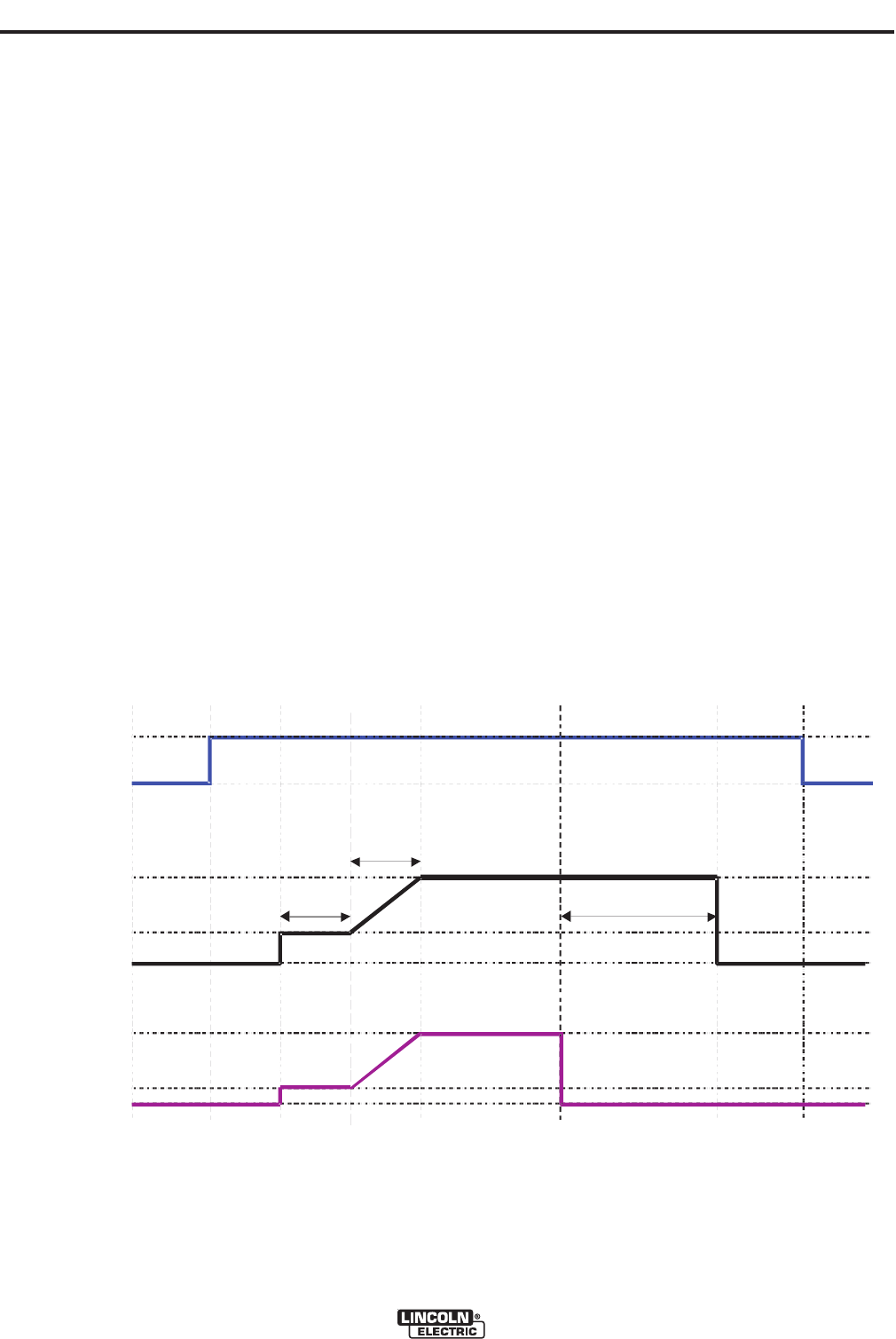
3(+' ./ +/-$"" - Improved Arc Start
and Arc End. Tailoring the arc start and arc end is a
common method for reducing spatter and improving
weld quality. This can be accomplished with the Start
and Burnback functions set to a desired values and
Crater set to OFF. (See Figure B.12)
For this sequence,
+- !'*2
Shielding gas begins to flow immediately when the
gun trigger is pulled.
-0)$)
After preflow time expires, the power source regulates
to the start output and wire is advanced towards the
work piece at the Run-In WFS. If an arc is not estab-
lished within 1.5 seconds, the power source output
and wire feed speed skips to the weld settings.
0+.'*+
Once the wire touches the work and an arc is estab-
lished, both the machine output and the wire feed
speed ramp to the weld settings throughout the start
time. The time period of ramping from the start set-
tings to the weld settings is called UPSLOPE.
2 '
After upslope, the power source output and the wire
feed speed continue at the weld settings.
0-)&:
As soon as the trigger is released, the wire feed
speed is turned OFF and the machine output contin-
ues for the burnback time.
+*./!'*2
Next, the machine output is turned OFF and shielding
gas continues until the post flow timer expires.
Shi
e
ldin
g
Gas
IdlePreflow
Run-In
UpslopeWeldBurnbackPostflowIdle
WFS
On
Off
Run-in
Off
Weld
Off
Weld
Arc
Established
Trigger
Pulled
Trigger
Released
2 St
e
p Trigger
Start = ON
Crater = OFF
Burnback = ON
1.5 sec max.
Start
Start
time
Burnback Time
Power
Source
Output
Shi
e
ldin
g
Gas
Idle Preflow
Run-In
UpslopeWeldBurnback Postflow Idle
WFS
On
Off
Run-in
Off
Weld
Off
Weld
Arc
Established
Trigger
Pulled
Trigger
Released
2 St
e
p Trigger
Start = ON
Crater = OFF
Burnback = ON
1.5 sec max.
Start
Start
time
Burnback Time
Power
Source
Output
!$"0-