



















Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
GENERAL DESCRIPTION
The Power MIG 300 is a complete semiautomatic,
multi-process DC arc welding machine offering CV and
CC DC welding. It is rated for 300 amps, 32 volts, at
60% duty cycle. The standard machine is equipped to
weld CC Stick, CC-GTAW, CV-FCAW, and synergic
and non-synergic CV GMAW/GMAW-P, Pulse-on-
Pulse, and Power Mode welding processes.
The digital microcomputer based control system allows
easy and accurate adjustment of weld parameters
through the multi-process panel located on the front of
the machine. The Power MIG 300 is equipped with a
6-pin connector for a foot amptrol or remotes and a 7-
pin connector to allow operation of a spool gun or a
push-pull gun for feeding aluminum wires.
THEORY OF OPERATION
E-2 E-2
POWER MIG 300
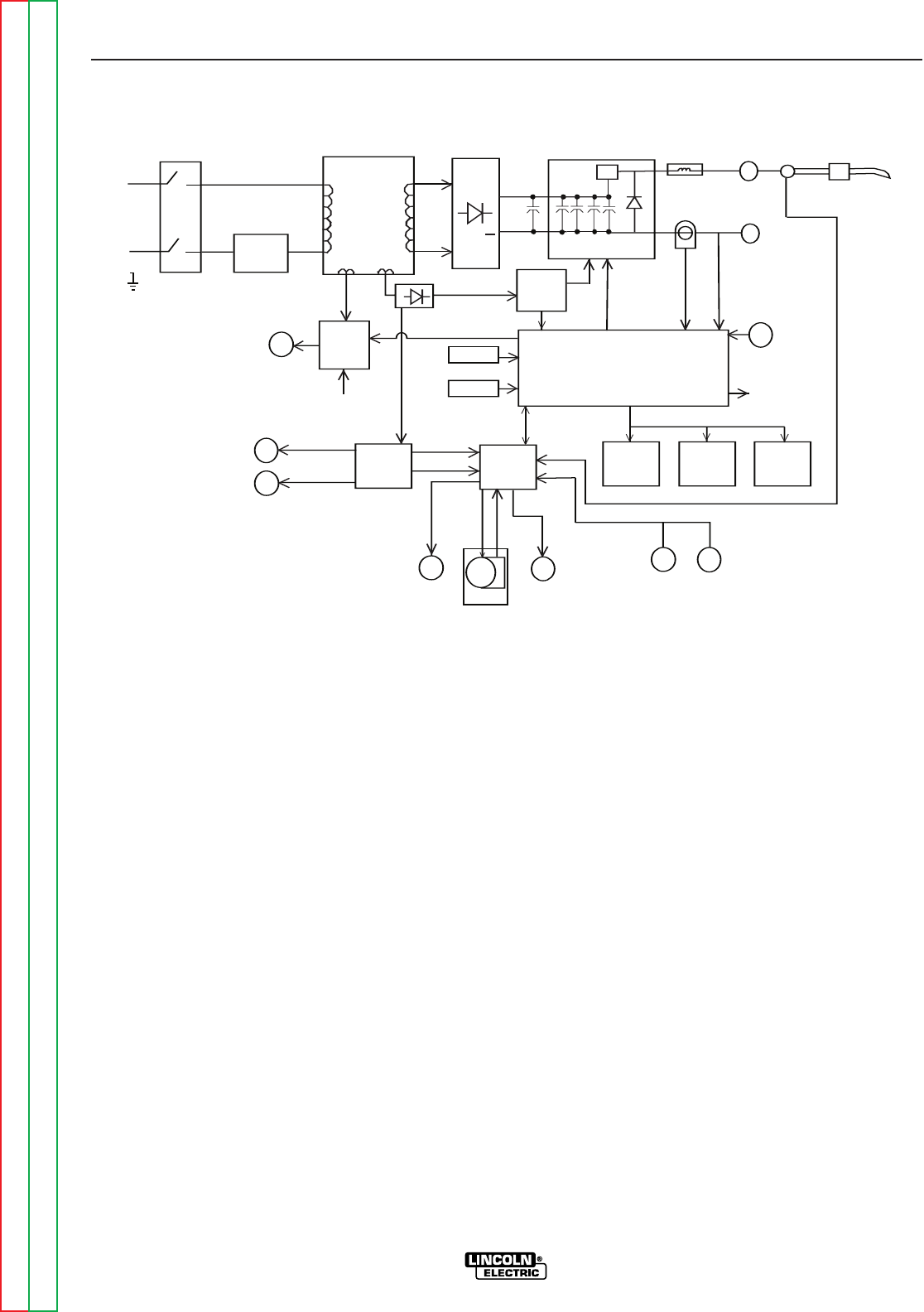
FIGURE E.2 –
INPUT VOLTAGE AND MAIN TRANSFORMER
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.
IGBT
+
LINE
SWITCH
RECONNECT
PANEL
MAIN
TRANSFORMER
RELAY
SPOOL
GUN
BOARD
FEEDER
BOARD
MSP
BOARD
ENCODER
BOARD
DISPLAY
BOARD
RS232
CONNECTOR
WELD CONTROL BOARD
SPOOL GUN
PUSH-PULL
SWITCH
WIRE DRIVE
MOTOR
OUTPUT
RECTIFIER
CHOPPER
ASSEMBLY
OUTPUT
CHOKE
CURRENT
TRANSDUCER
GUN
POS
OUTPUT
TERMINAL
NEG
OUTPUT
TERMINAL
POWER
BOARD
DIODE CONTROL
RECTIFIER
FAN
MOTOR
FOOT AMPTROL OR REMOTE (6-PIN AMPHENOL)
SPOOL GUN OR PUSH-PULL GUN (7-PIN AMPHENOL)
GAS
SOLENOID
SEC
THERMOSTATS
_
+
115
VAC
30
VAC
60
VAC
80
VAC
40 VDC
40
VDC
40 VDC
24 VDC
20 VDC
PWM
SIGNALS
+15/-15/+5 VDC
SHIELDED
CABLE
GUN TRIGGER AND THUMB SWITCH
SHIELDED CABLE AND SPI COMMUNICATIONS
ARCLINK
+5 VDC
CURRENT
FEEDBACK
VOLTAGE
FEEDBACK
FROM WELD
CONTROL BOARD
TO FAN RELAY
IGBT
DRIVE
T
A
C
H
CHOPPER
(Below code 10900)
Mechanical Encoders
(Above code 10900)