



















CONNECTION OF THE LN-7 TO THE
CLASSIC III OR CLASSIC IIID (EQUIPPED
WITH K623-1 WIRE FEED MODULE)
USING K584 INPUT CABLE ASSEMBLY
(SEE FIGURE C.2.)
1. Shut the welder off.
2. Connect the electrode cable from the LN-7 to the
“+” terminal of the welder. Connect the work cable
to the “CV-” terminal of the welder.
NOTE: Welding cable must be sized for current and
duty cycle of application.
NOTE: Figure C.2 shows the electrode connected for
positive polarity. To change polarity, shut the welder
off and reverse the electrode and work cables at the
Classic III or Classic IIID output terminals.
3. Connect the input cable from the K584-XX Input
Cable Assembly to the 14 pin amphenol on the
K864 adapter and the input cable plug on the LN-
7.
4. Connect the K864 adapter to the 14 pin amphenol
on the Classic III or Classic IIID.
5. Place the IDLER switch in the “HIGH” position.
Any increase of the high idle engine RPM by changing
the governor setting or overriding the throttle linkage
will cause an increase in the AC auxiliary voltage. If
this voltage goes over 140 volts, wire feeder control
circuits may be damaged. The engine governor set-
ting is preset at the factory — do not adjust above
RPM specifications listed in this manual.
6. Adjust wire feed speed at the LN-7.
NOTE: For remote control, a K857 control is required.
Connect it to the K864 adapter.
When the welder is in local control, the electrode is
always “HOT.”
ACCESSORIES
C-5 C-5
Classic III and IIID
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
CAUTION
CAUTION
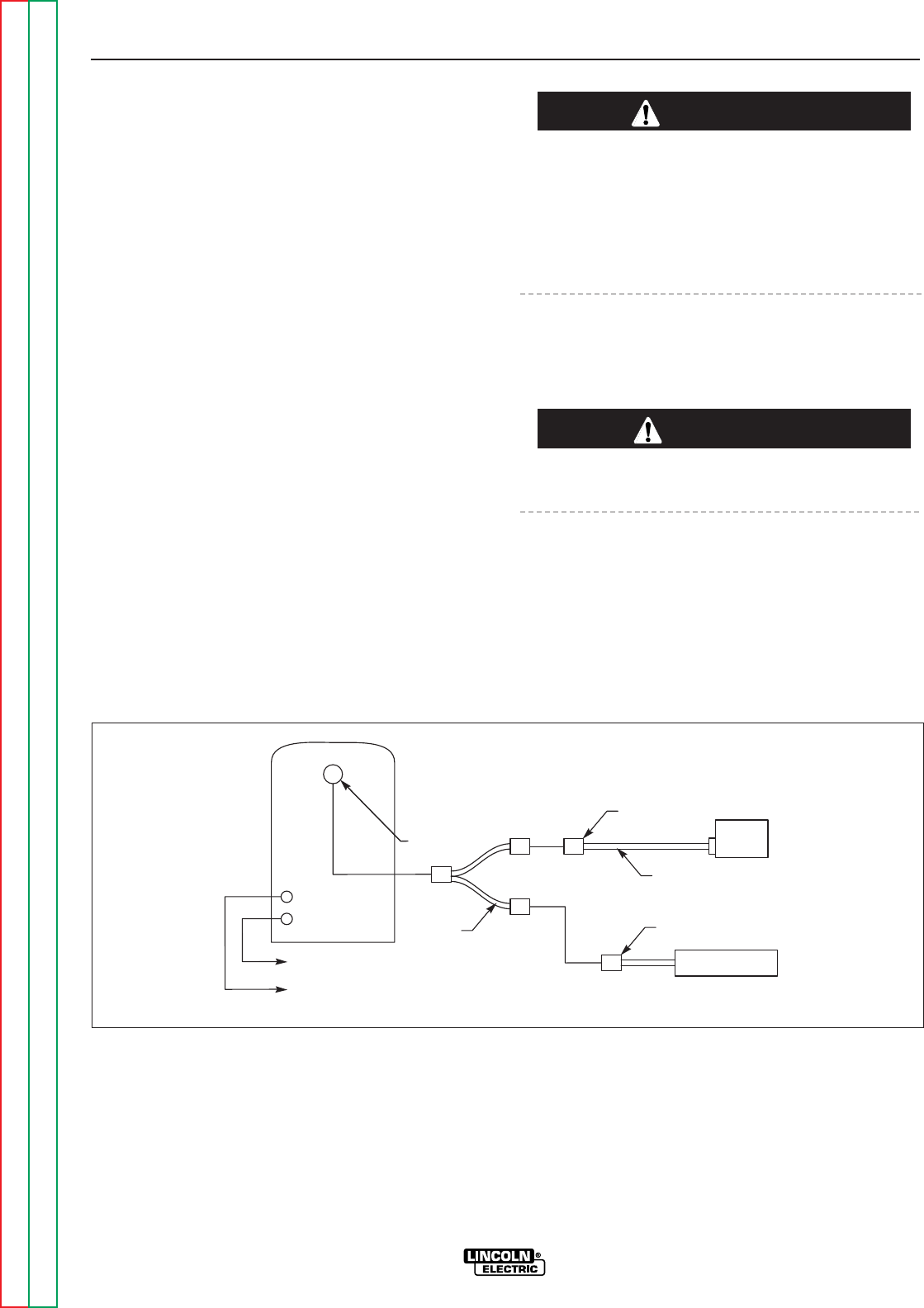
FIGURE C.2
CLASSIC III OR CLASSIC IIID/LN-7 WITH K584 INPUT CABLE ASSEMBLY CONNECTION DIAGRAM
TO
WORK
ELECTRODE CABLE
TO LN-7
14 PIN
AMPHENOL
14 PIN
AMPHENOL
6 PIN
AMPHENOL
K857
REMOTE CONTROL
K864
ADAPTER
K584-"L" INPUT CABLE
LN-7
CONTROL
BOX
CV-
+