














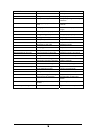




2. Angle B can be varied for two reasons: to improve the ability to see the arc in relation to the
weld puddle and to direct
the force of the arc. The
force of the welding arc
follows a straight line out of
the end of the nozzle. If
angle B is changed, so will
the direction of arc force
and the point at which
penetration will be
concentrated. On a butt
weld joint, the only reason
to vary angle B from
perpendicular (straight up)
to the work piece would be to improve visibility of the weld puddle. In this case, angle B can
be varied anywhere from zero to 45 degrees with 30 degrees working about the best.
On a fillet weld joint, the nozzle is generally positioned in such a manner so as to split the
angle between the horizontal and vertical members of the weld joint. In most cases, a fillet
weld will be 45 degrees.
Distance from the Work Piece
The end of the welding gun is designed with the contact tip recessed from the end of the nozzle and
the nozzle electrically insulated from the rest of the gun. This permits the operator to actually rest the
nozzle on the work piece and drag it along while welding. This can be very helpful to beginning
welders to steady the gun, allowing the welder to concentrate on welding technique. If the nozzle is
held off the work piece, the distance between the nozzle and the work piece should be kept constant
and should not exceed 1/4 inch or the arc may begin sputtering, signaling a loss in welding
performance.
WELDING TECHNIQUES
MOVING THE GUN
Gun travel refers to the movement of the gun along the weld joint and is broken into two elements:
Direction and Speed. A solid weld bead requires that the welding gun be moved steadily and at the
right speed along the weld joint. Moving the gun too fast, too slow, or erratically will prevent proper
fusion or create a lumpy, uneven bead.
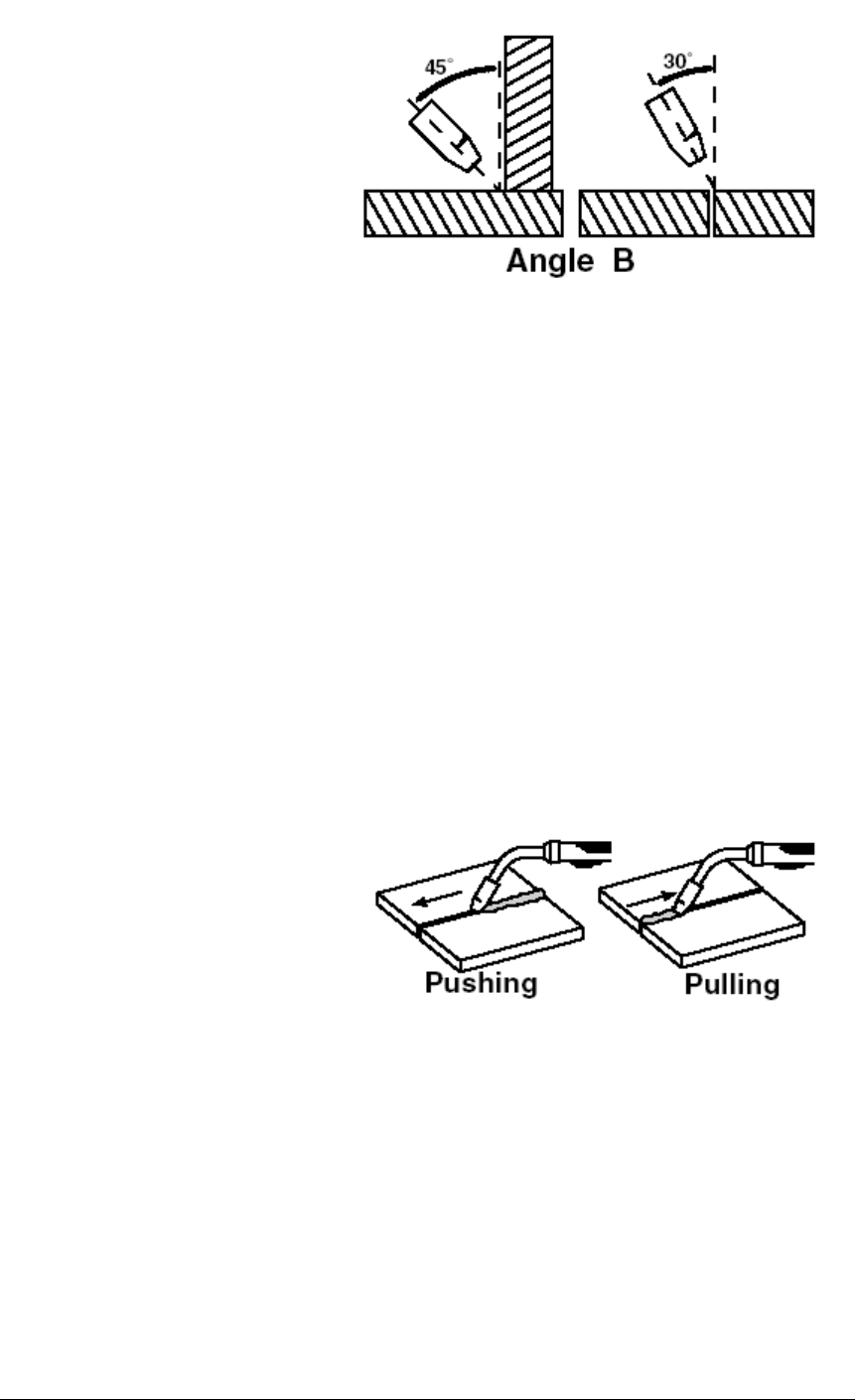
1. TRAVEL DIRECTION is the
direction the gun is moved
along the weld joint in
relation to the weld puddle.
The gun is either PUSHED
into the weld puddle or
PULLED away from the
weld puddle. For most
welding jobs you will pull the
gun along the weld joint to take advantage of the greater weld puddle visibility. However,
there are a few applications where pushing the gun may provide some advantages:
VERTICAL WELDING can be done by starting at the top of a weld joint and pulling the gun
down toward the bottom. However, in the event that puddle control becomes difficult (such as
the puddle wanting to run downward), starting a vertical weld at the bottom of a weld joint and
pushing the gun up toward the top will help to overcome this problem.
2. TRAVEL SPEED is the rate at which the gun is being pushed or pulled along the weld joint.
For a fixed heat setting, the faster the travel speed, the lower the penetration and the lower
and narrower the finished weld bead. Likewise, the slower the travel speed, the deeper the
penetration and the higher and wider the finished weld bead.
15