



















L'INFORMATION GÉNÉRALE DE SOUDURE
PRÉPARATIONS AU SOUDAGE
La préparation est un facteur essentiel pour effectuer un travail de soudage satisfaisant. Ceci
comprend une étude du processus, de l’équipement, ainsi qu’un entraînement aux techniques de
soudage avant de travailler sur la véritable pièce. Le soudeur doit disposer d’une zone de travail
organisée, sûre, pratique, agréable et bien éclairée. La zone de travail ne doit comporter aucun
produit inflammable et un extincteur et un seau de sable doivent tous deux être à portée de main.
La préparation correcte au soudage comprend :
1. L’organisation d’une aire de travail bien éclairée.
2. Le port de lunettes de protection et de vêtements protecteurs par l’opérateur et les personnes
aux alentours.
3. La disposition correcte des pièces à souder et le bon raccordement de la pince de mise à la
masse.
4. Le choix de l’électrode correcte.
5. L’allumage du poste à souder.
DISPOSITION DES PIÈCES À SOUDER
Positions de Soudage
Les soudures réalisées avec un poste de soudage à l’arc peuvent se faire de quatre façons : à plat,
horizontalement, verticalement et au plafond. Les soudures à plat sont généralement les plus faciles,
les plus rapides, et permettent une meilleure pénétration. Le soudage au plafond est le plus délicat. Le
choix de la baguette utilisée va dépendre de la position de soudage adoptée. Les soudures verticales
et au plafond ne se font généralement qu’avec les postes à souder à courant continu.
Dans la mesure du possible, les pièces à souder doivent être disposées de manière à ce que le
cordon de soudure soit déposé sur une surface plate.
Préparation Du Joint
L’exécution d’une soudure correcte nécessite que les surfaces a joindre soient libres de saletés, de
rouille, d’incrustations, de corps gras ou de peinture. Tout soudage fait sur un metal imparfaitement
nettoyé produira des soudures cassantes et poreuses.
Si les pièces de métal sont épaisses, il faudra peut-être chanfreiner les bords avec une meule à
métaux au point de contact. L’angle du chanfrein doit être d’environ 60°.
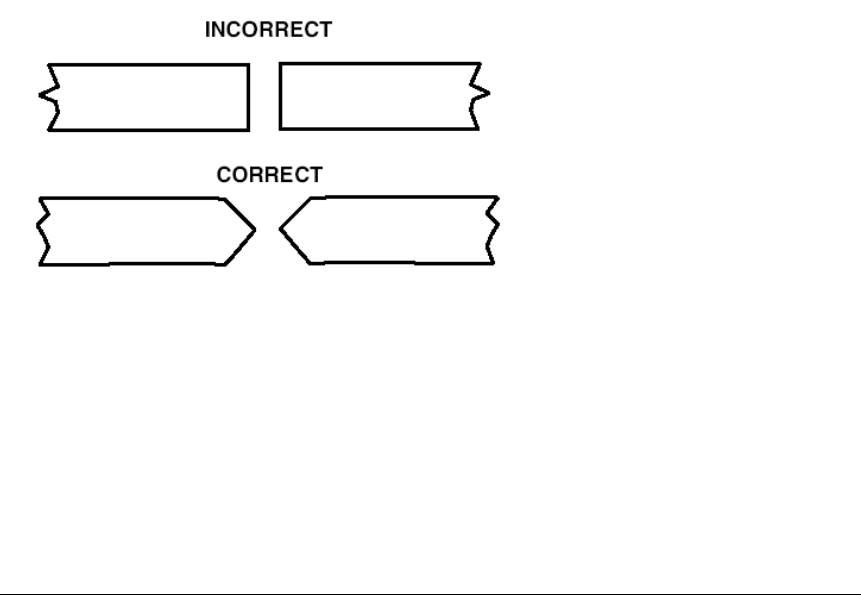
Consultez le diagramme « SOUDURE BOUT A BOUT » indiquant comment préparer le joint à
souder. Pendant le soudage, les pièces s’échauffent et ont tendance à se dilater. Cette dilatation
risque de faire bouger les pièces.
35