



















For Machines Mfg. Since 8/09 Model SB1027
-31-
OPERATION
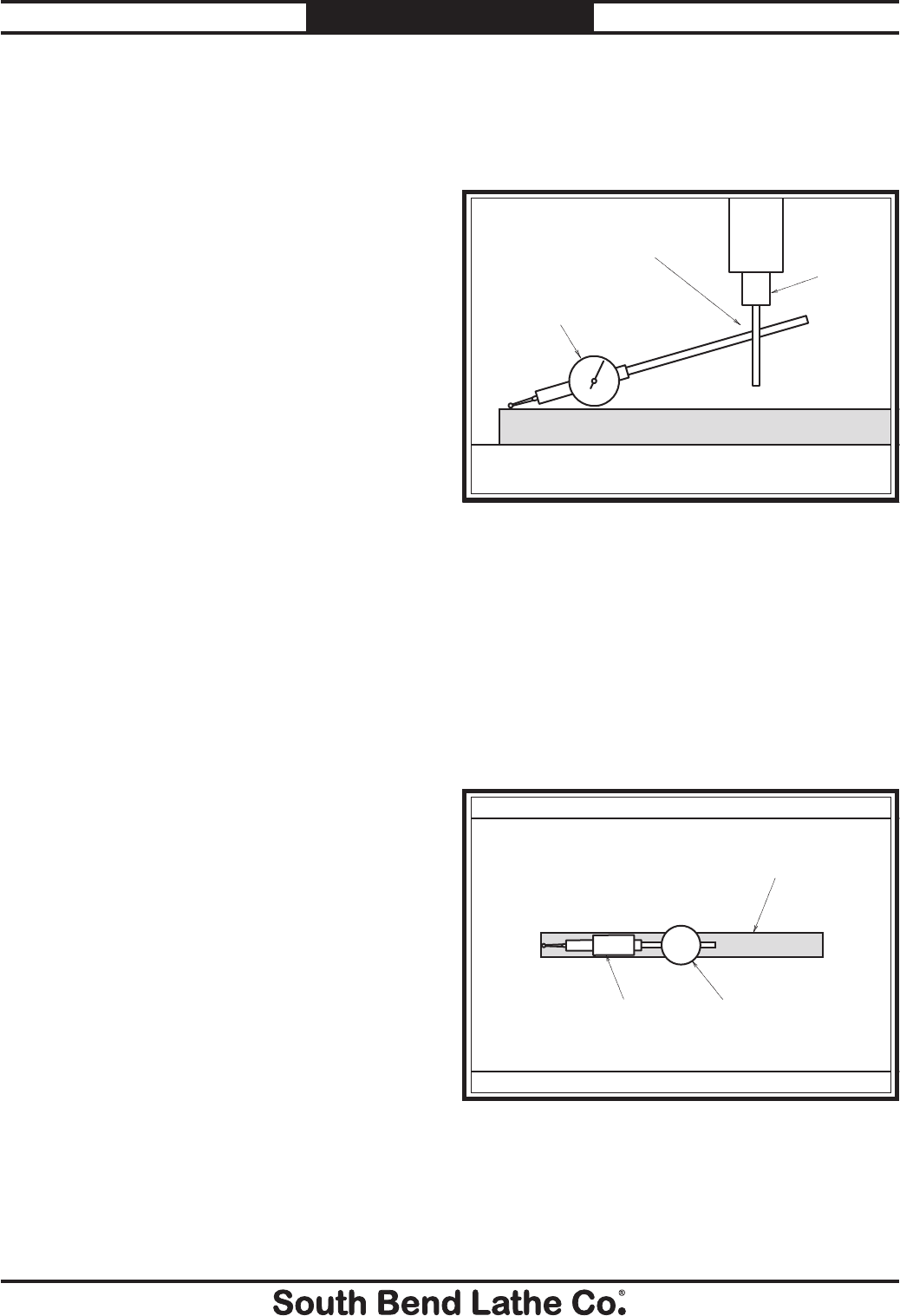
Figure 28. Dial test indicator mounted.
Table
Spindle
Dial Test Indicator
Indicator Holder
Parallel Block
Figure 29. Parallel block positioned for the X-axis
measurement (top view).
Parallel Block
Indicator
Spindle
Table (Top View)
Tools Needed Qty
Dial Test Indicator
(with at least 0.0005" resolution) ..................1
Indicator Holder
(mounted on the quill/spindle) ......................1
Precision Parallel Block
(at least 9" in length) .....................................1
Note: A precision-ground plate can be
substituted for the parallel blocks. Keep in mind
that the farther the indicator point can be placed
from the spindle axis, the more accurate the
alignment measurements will be.
To tram the spindle to the table:
1. DISCONNECT MILL FROM POWER!
2. Prepare the mill by performing the following
tasks:
• Stonethetabletoremoveallnicksand
burrs, then clean off all debris. Verify the
table is clean by running your hand over
the top of it.
• Positionthetableforthemilling
operation you intend to perform after the
tramming—preferably centered to the
saddle.
• Tightenanytable,knee,quill,orram
locks that should be tight during the
intended milling operation.
3. Place the parallel block underneath the
spindle.
4. Install the indicator holder into the spindle
or onto the quill, then mount the indicator
onto it so that the point is as parallel to
the block as possible (see the illustration in
Figure 28 for an example).
5. To measure spindle alignment along the
X-axis, place the parallel block directly under
the spindle and indicator across the length of
the table, as illustrated in Figure 29.
Note: If you must re-position the quill or the
knee to accommodate the above step, then
review the tasks in Step 2 to make sure the
mill is properly prepared for the tramming
operation.