



















G0646/G0647 50/65 Ton Ironworker
-31-
6. Set the controls for Notch and Normal, then
use the pedal actuator to perform the shear
-
ing operation.
Note: Make sure the cut piece falls through
the rear exit panel and away from the dies so
that it does not interfere with the next opera
-
tion.
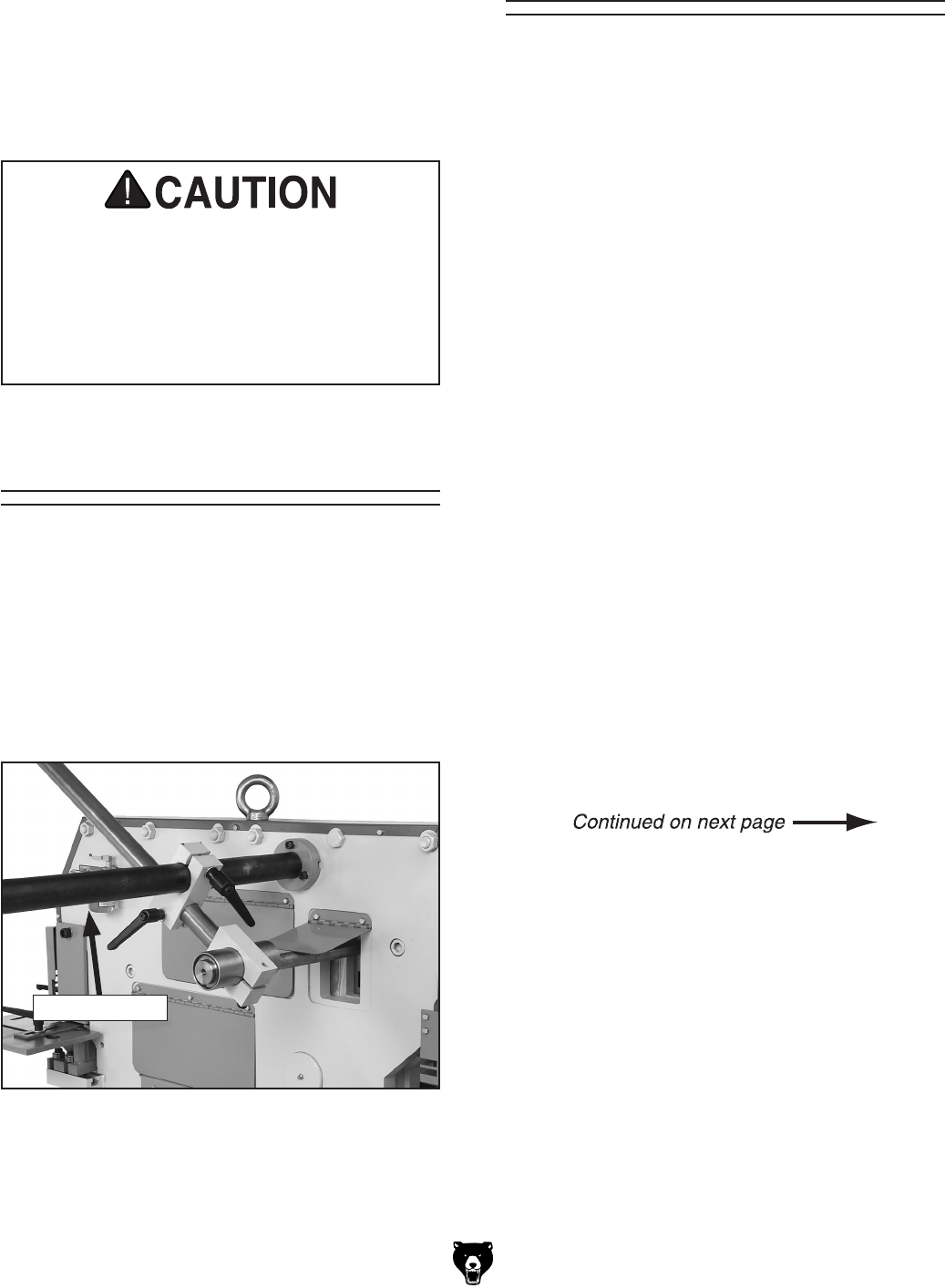
Extension Bar
The included extension bar assembly mounts on
the rear of the machine above the bar stock exit
panel (see Figure 38), and provides a method of
repetitive measure production bar stock cutting.
The guide bar and extension bar pivot and adjust
to accommodate various lengths of bar stock. The
support shaft receives the end of the bar stack as
it is fed through the front and beyond the rear exit
panel.
Angle Iron Shearing
Use the angle iron shearing station to make 45°–
90° cuts in mild steel angle iron.
Stay within the following bar stock shearing
capacities for your machine:
Model G0646
90° Cut:
Maximum Width ......................... 4" (100mm)
Maximum Thickness ...................
3
⁄8" (10mm)
45° Cut:
Maximum Width ........................
2
3
⁄4" (70mm)
Maximum Thickness .....................
1
⁄4" (6mm)
Model G0647
90° Cut:
Maximum Width ...................... 4
3
⁄4" (120mm)
Maximum Thickness ...................
1
⁄2" (12mm)
45° Cut:
Maximum Width ........................
3
1
⁄8" (80mm)
Maximum Thickness ....................
5
⁄16" (8mm)
Making a 90° Cut
1. Set the controls for Punch and Inch, use the
foot actuator to raise the top shearing die and
make room for the workpiece, then turn the
motor OFF.
2. Brush one of the lubricants from Figure 18 on
Page 22 or an equivalent onto both sides of
the workpiece.
Figure 38. Example of bar stock setup with the
extension bar.
Extension Bar
The workpiece MUST extend through the
support frame and beyond the dies to
avoid sudden unexpected movement of the
workpiece when cutting (refer to the illustra
-
tion in Figure 31 on Page 28). Fully support
and flag long workpieces to reduce the risk
of hazards.