



















B-3
OPERATION
B-3
LN-10
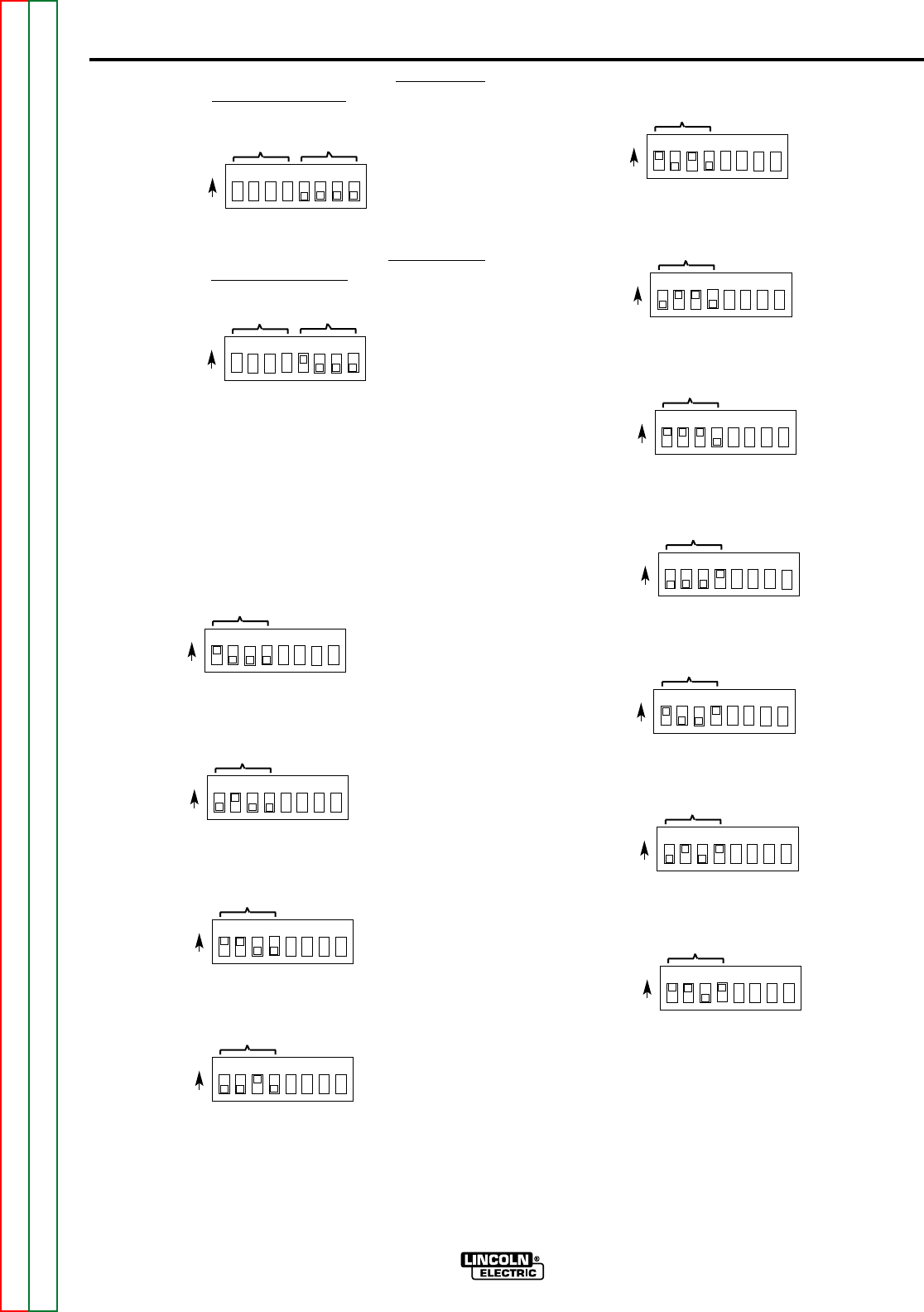
For K679-1 (Single Head Boom) with 50-770 IPM
(1.27-19.5 m/m) Low Speed Ratio set S1 DIP Switch
as follows:
For K679-2 (Single Head Boom) with 80-1200 IPM
(2.00-30.5 m/m) High Speed Ratio set S1 DIP Switch
as follows:
Welding Power Source Selection
The LN-10 Control is set up for proper presettable
weld voltage control by setting S1 DIP switches (1 to
4) as appropriate per the following information for the
welding power source being used:
CV-250/CV 300-I:
CV-300/CV 400-I:
CV-400/CV 500-I:
V350-PRO/CV-655: (initial factory setting)
DC-250: *
DC-400:
DC-600: *
DC-650 PRO:
DC-1000: *
Pulse Power 500: *
V300 PRO:
* Requires optional K1520-1 115V/42V Transformer
Kit.
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Pwr Sources
S1
ON
S1
12345678
Head
Pwr Sources
S1
ON
S1
12345678
Head
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC