


















OM-4405 Page 28
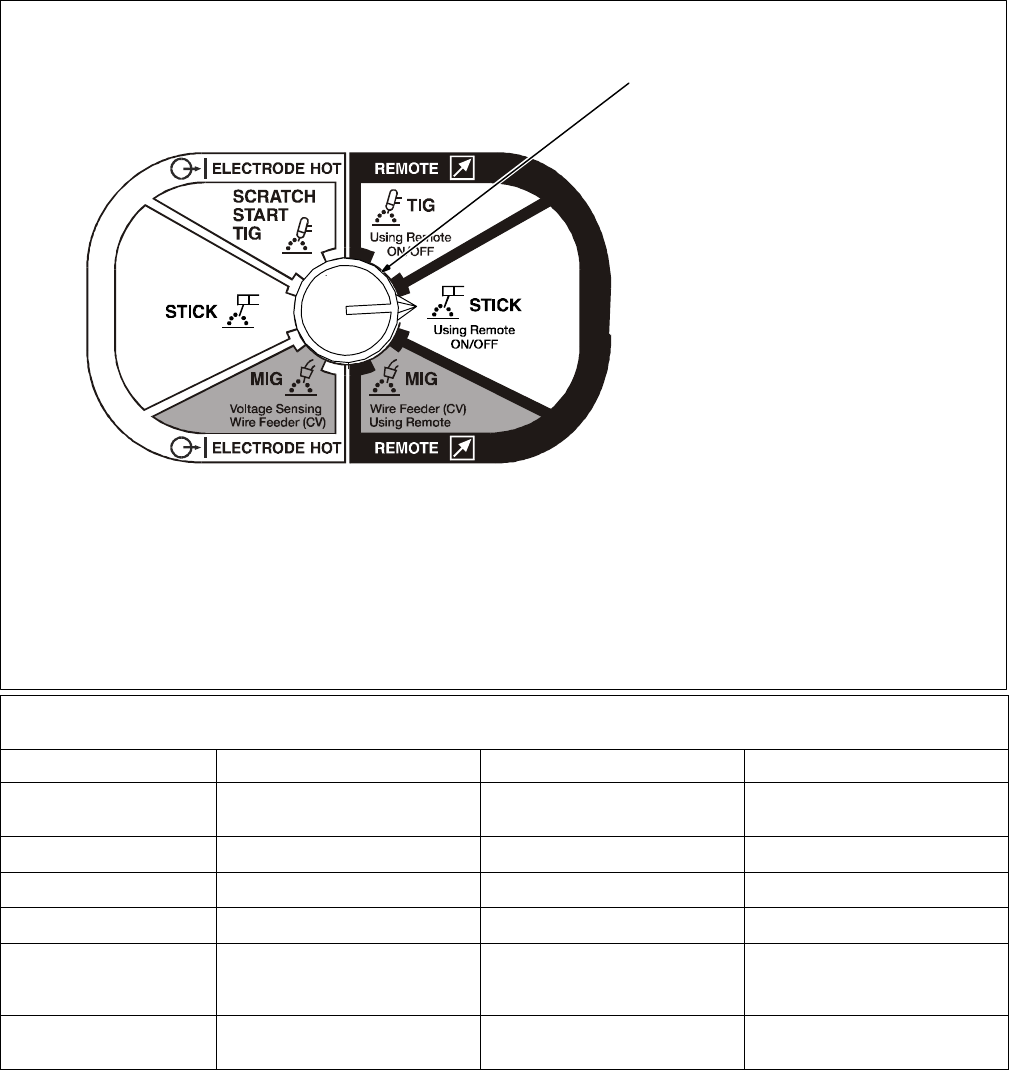
6-3. Process/Contactor Switch On CC/CV Models
1
1 Process/Contactor Switch
Y Weld output terminals are en-
ergized when Process/Con-
tactor switch is in an Electrode
Hot position and the engine is
running.
Use switch to select weld process
and weld output on/off control (see
table below and Section 6-4).
Place switch in Remote positions to
turn weld output on and off with a de-
vice connected to the remote 14 re-
ceptacle.
Place switch in Electrode Hot posi-
tions for weld output to be on whenev-
er the engine is running.
Use Stick position for air carbon arc
(CAC-A) cutting and gouging.
When switch is in a Stick position, the
arc drive (dig) circuit provides addi-
tional amperage during low voltage
(short arc length conditions) to pre-
vent “sticking” electrodes.
The arc drive (dig) circuit is disabled
when switch is in MIG or TIG
positions.
. Place switch in Electrode Hot -
Stick position when using option-
al auxiliary power plant (see Sec-
tion 7-2).
. The engine auto idle function
does not work in the Remote-TIG
mode.
Process/Contactor Switch Settings
Switch Setting Process Output On/Off Control Engine Auto Idle
Remote – TIG
GTAW With HF Unit, Pulsing
Device, Or Remote Control
At Remote 14 Receptacle Not Active
Remote – Stick Stick (SMAW) With Remote On/Off At Remote 14 Receptacle Active
Remote – MIG MIG (GMAW) At Remote 14 Receptacle Active
Electrode Hot – MIG MIG (GMAW) Electrode Hot Active
Electrode Hot – Stick
Stick (SMAW),
Air Carbon Arc (CAC-A) Cutting
And Gouging
Electrode Hot Active
Electrode Hot – Scratch
Start TIG
Scratch Start TIG (GTAW) Electrode Hot Active