



















45
Turning A Ring
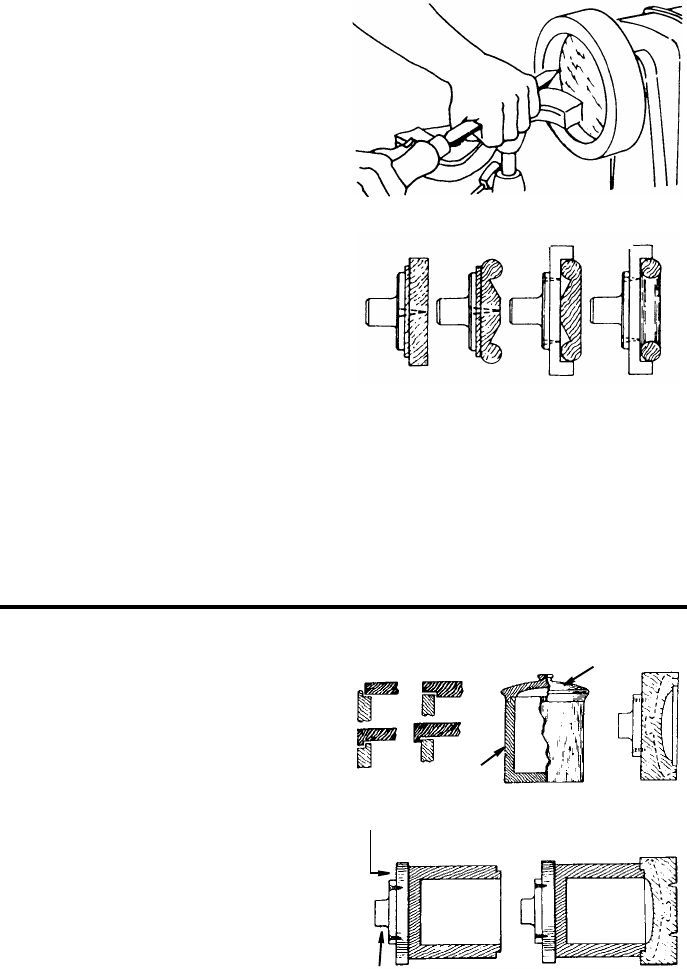
One method of turning a ring requires a
spindle chuck. The work stock is first
mounted to a backing block held by the
large faceplate, and is turned to shape on
the outer side. The inside diameter of the
ring is also shaped, all the way through to
the backing block. The work is then
removed from the backing block. A spin-
dle chuck is now prepared so that it will be
a tight press fit inside the ring, and the
ring is reversed and mounted on this
chuck. Thus mounted, the remaining con-
tours can be turned to shape.
Another method of turning a ring makes
use of a recessed chuck. The work stock
is mounted on a screw center and one
half of the ring is formed; but the ring is
not cut away from its center. The stock is
then removed, and a recessed chuck -
mounted on the large faceplate - is pre-
pared to receive the ring in a tight press
fit. After being chucked, the remaining
face of the ring can be turned to the
proper contour, thus cutting away the cen-
ter portion. In work of this type take con-
stant measurements - or better still, use a
template - to guard against over or under
cutting.
Turned Boxes
Turned boxes involve deep recessing
together with a special system of working
the lid and body of the box together as
one unit. The inside of the lid is turned
first. Next, the inside of the body is turned.
A careful check must be made when turn-
ing the lip of the body portion so that the
lid will be a tight press fit. The lid is then
pressed onto the body and the outer cir-
cumference and face of the lid, together
with the outer circumference of the body,
are turned all at one time. This insures
accurate matching of the two pieces. After
the work is complete, the tight fit of the lid
can be relieved by sanding the lip of the
body.
12 3 4
Lid
Body
Lids
Face Plate
Backing Block
6489c12wlEhalf_final.fm Page 45 Friday, April 25, 2003 3:40 PM