B-4
OPERATION
B-4
POWER-UP SEQUENCE
When power is first applied to the machine the MODE
SELECT Display reads “MAXsa™ Initializing...”. Once
the PowerWave AC/DC has intialized (20 to 60 sec-
onds) a “lamp test” is performed.
• All discrete LED’s, seven segment displays and
alpha numeric displays will be turned ON for 2 sec-
onds
• After 2 seconds all displays are turned OFF again
and the MSP Display will show:
After initialization is complete,the MSP Display will
show the weld mode. The upper displays will show the
parameters that were selected when the machine was
last powered down and the WELD MODE Indicator
will be ON.
WIRE FEEDER SETUP
Use the FEED FORWARD pushbutton to insert wire
into the feed mechanism.
Prior to inserting the wire make sure that the
“Touch Sense” option is disabled. (P.15 in the
Setup Menu).
SETTING FEED FORWARD/REVERSE
While pressing either the FEED FORWARD or FEED
REVERSE pushbutton the MSP Display will read as
shown in Figure B.4 and the preset wire feed speed
will be displayed on the left (AMPS/WFS) display.
The feed speed can be changed by adjusting the con-
trol knob below the display while pressing either but-
ton.
FEED REVERSE Use to retract the wire from
the feed mechanism.
FEED FORWARD Feeds the wire downward
towards the work piece.
NOTE: The MAXsa 10 has an option in the Setup
Menu (P.15) to enable the “Touch Sense” cir-
cuitry. See the Setup Menu. When P.15 is
enabled and the FEED FORWARD button is
pressed, the MSP Display will read:
This “Hot Feed” feature enables the output of the
power source and there is voltage on the wire
while feeding down. Avoid touching any exposed
parts as defined in the SAFETY PRECAUTIONS.
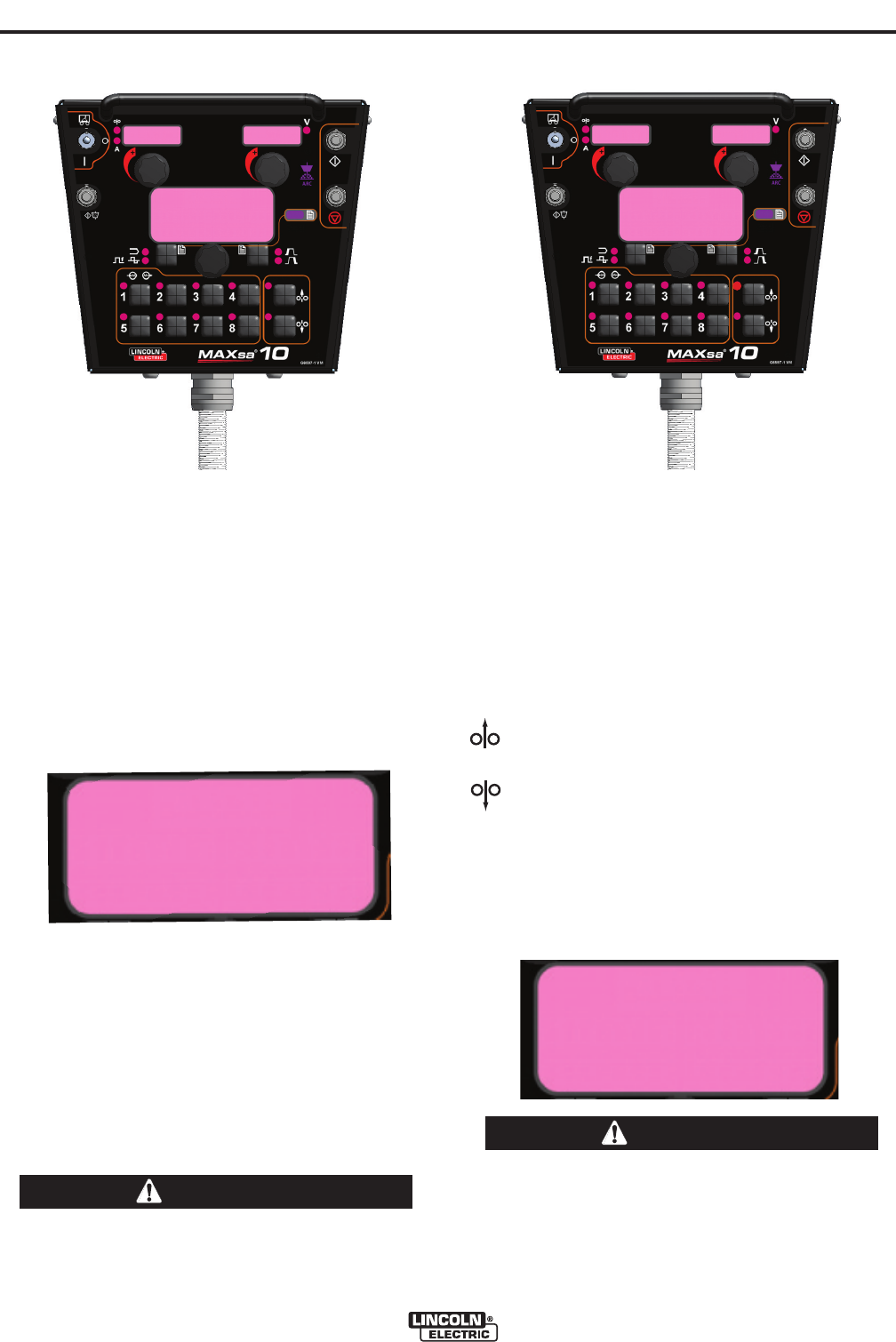
MAXsa™ 10 CONTROLLER
WARNING
FIGURE B.4.- FEED CONTROLS
----
25
Feed Cold
Feedhead 1
WARNING
----
MAXsa
Initializing. . .
FIGURE B.3 - POWER UP
Feed FWD Hot!
ELECTRODE HOT

















































