



















V300-I
OPERATION
B-3 B-3
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
MODE SWITCH
GTAW Optimized for both scratch start and Hi-
Freq kit use.
CC SOFT Best for EXX18 thru EXX28 stick elec-
trodes.
CC Crisp Use this mode for stick welding with
EXX10 thru EXX14 electrodes. Non-
welding applications such as resistive
heating or output tests with resistive
loads should be done in this mode with
Arc Force Control set to minimum.
CV FCAW This setting has been optimized for
Innershield
®
and Outershield
®
flux-cored
electrodes.
CV GMAW Short circuit, glob and spray transfer
solid wire and gas welding are done in
this mode. Low end procedures, less
than 16V, may operate better in the
FCAW mode.
OUTPUT TERMINALS SWITCH
For processes and equipment that require energized
machine terminals (stick,
TIG, air-carbon arc cutting or
hot tip LN-25), set the Output Terminals Switch to “ON”
position.
Set to the REMOTE (OFF) position when using LN-25
with K431/K432 or K624-1 options or other wirefeeders
which allow the gun trigger to energize the welding ter-
minals.
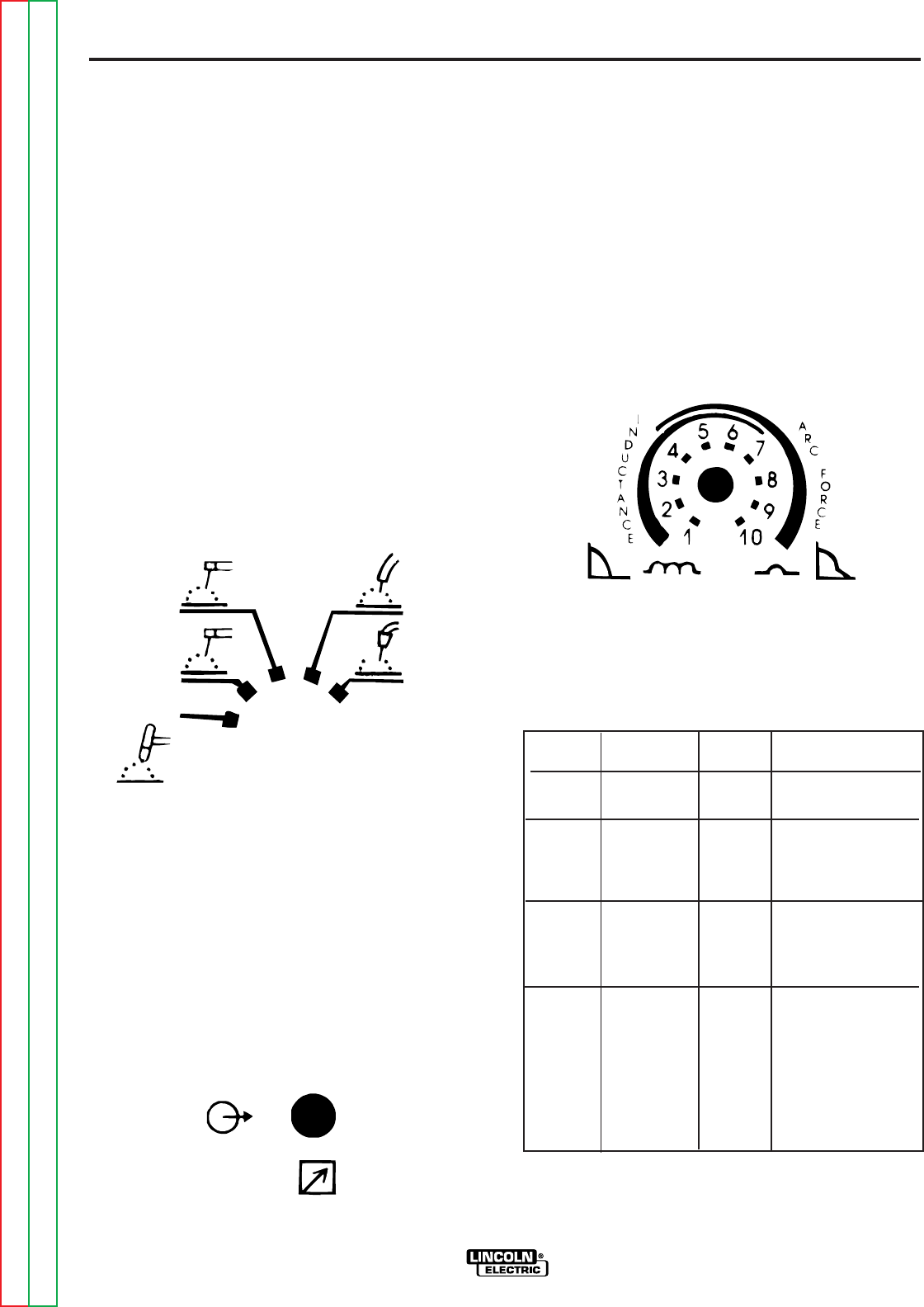
ARC FORCE/INDUCTANCE CONTROL
This control functions in all modes except GTAW. For
CC modes, this control acts as an Arc Force adjust-
ment. The arc is soft at the minimum settings and more
forceful or driving at the maximum settings. Higher
spatter levels may be present at the maximum set-
tings.
For CV modes, this control will set the degree of “pinch
effect” which predominantly affects short circuit trans-
fer. In FCAW, the maximum setting is generally pre-
ferred. With GMAW, the upper half of the range is pre-
ferred with CO
2
or high content CO
2
mixed gases. The
lower half is for other inert gas mixes.
GMAW
FCAW
SMAW
CRISP
SMAW
SOFT
GTAW
OUTPUT
TERMINALS
ON
REMOTE
Nominal Recommended
Mode Process Setting Adjustment Range
CC SMAW 1 EXX18 thru 5 1 (gentle, may stick) to 9
EXX28 stick (forceful, more spatter)
CC SMA
W 2 EXX10 thru 6 3 to 10
EXX14 stick
Air Carbon Arc 1 None
Cutting
CV FCAW Innershield or 10 None
Outershield
Air Carbon Arc 1 None
Cutting
CV GMAW* CO
2
or 25% CO
2
7.5 5 to 10
or similar
gas mixes
98% Ar-2% O
2
Ar, 5 1 to 10
90% He-7.5% Ar
2.5% CO
2
and
other
predominantly
inert gases
RECOMMENDED SETTINGS FOR SELECTED
APPLICATIONS
Full Range Is 1-10,
1 Is Very Soft, 10 Is Very Crisp
* 1 = Lowest pinch, highest inductance and least spatter.
10 = Highest pinch, lowest inductance and most spatter.