


















OM-4409 Page 76
SECTION 17 − SELECTING AND PREPARING A TUNGSTEN
FOR DC OR AC WELDING
gtaw_Phase_2007−04
! Whenever possible and practical, use DC weld output instead of AC weld output.
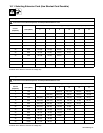
17-1. Selecting Tungsten Electrode (Wear Clean gloves To Prevent Contamination Of Tungsten)
Amperage Range - Gas Type♦ - Polarity
Electrode Diameter (DCEN) − Argon
Direct Current Electrode Negative
(For Use With Mild Or Stainless Steel)
AC − Argon
Balance Control @ 65% Electrode Negative
(For Use With Aluminum)
2% Ceria (Orange Band), 1.5% Lanthanum (Gray Band), Or 2% Thorium (Red Band) Alloy Tungstens
.040” (1 mm) 25-85 20-80
1/16” (1.6 mm) 50-160 50-150
3/32” (2.4 mm) 135-235 130-250
1/8” (3.2 mm) 250-400 225-360
Pure Tungsten (Green Band)
.040” (1 mm) Pure Tungsten Not Recommended 10-60
1/16” (1.6 mm)
For DCEN − Argon
50-100
3/32” (2.4 mm) 100-160
1/8” (3.2 mm) 150-210
♦Typical argon shielding gas flow rates are 11 to 35 cfh (cubic feet per hour).
Figures listed are a guide and are a composite of recommendations from American Welding Society (AWS) and electrode manufacturers.
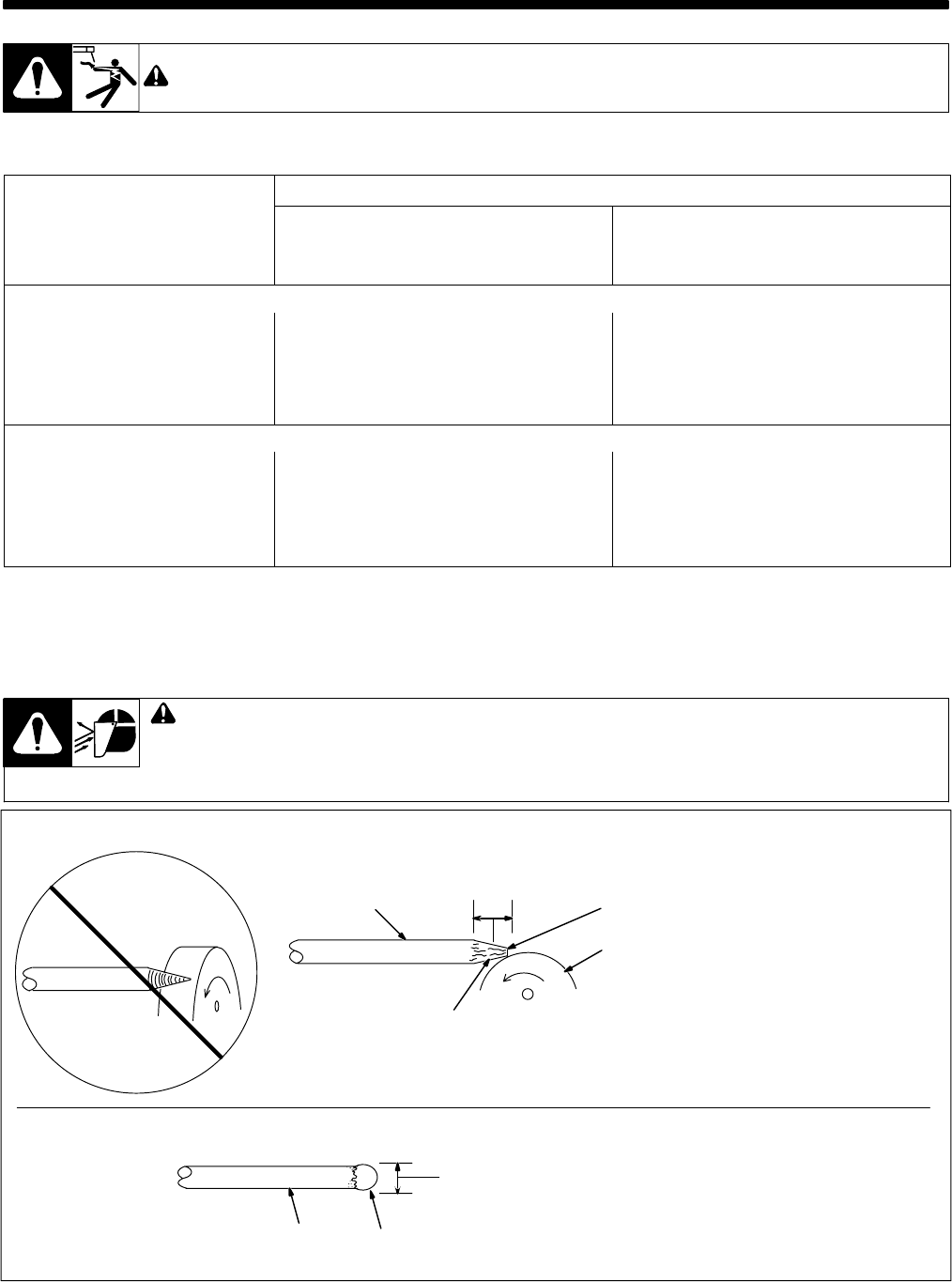
17-2. Preparing Tungsten Electrode For Welding With Phase Control Machines
! Grinding the tungsten electrode produces dust and flying sparks which can cause injury and start fires. Use
local exhaust (forced ventilation) at the grinder or wear an approved respirator. Read MSDS for safety infor-
mation. Consider using tungsten containing ceria, lanthana, or yttria instead of thoria. Grinding dust from
thoriated electrodes contains low-level radioactive material. Properly dispose of grinder dust in an environ-
mentally safe way. Wear proper face, hand, and body protection. Keep flammables away.
A. Preparing Tungsten For DC Electrode Negative (DCEN) Welding
Ideal Tungsten Preparation − Stable Arc
2-1/2 Times
Electrode Diameter
1 Grinding Wheel
Grind end of tungsten on fine grit, hard
abrasive wheel before welding. Do not use
wheel for other jobs or tungsten can become
contaminated causing lower weld quality.
2 Tungsten Electrode
A 2% ceriated tungsten is recommended.
3 Flat
Diameter of this flat determines amperage
capacity.
4 Straight Ground
Grind lengthwise, not radial.
1
3
4
1 Tungsten Electrode
A pure tungsten is recommended..
2 Balled End
Ball end of tungsten by applying AC amper-
age recommended for a given electrode
diameter (see Section 17-1). Let ball on end
of the tungsten take its own shape.
B. Preparing Tungsten For AC Welding
1 − 1-1/2 Times
2
Electrode Diameter
Causes Wandering Arc
2
1
Wrong Tungsten Preparation
Radial Grinding