


















882.01749.00 85 of 93
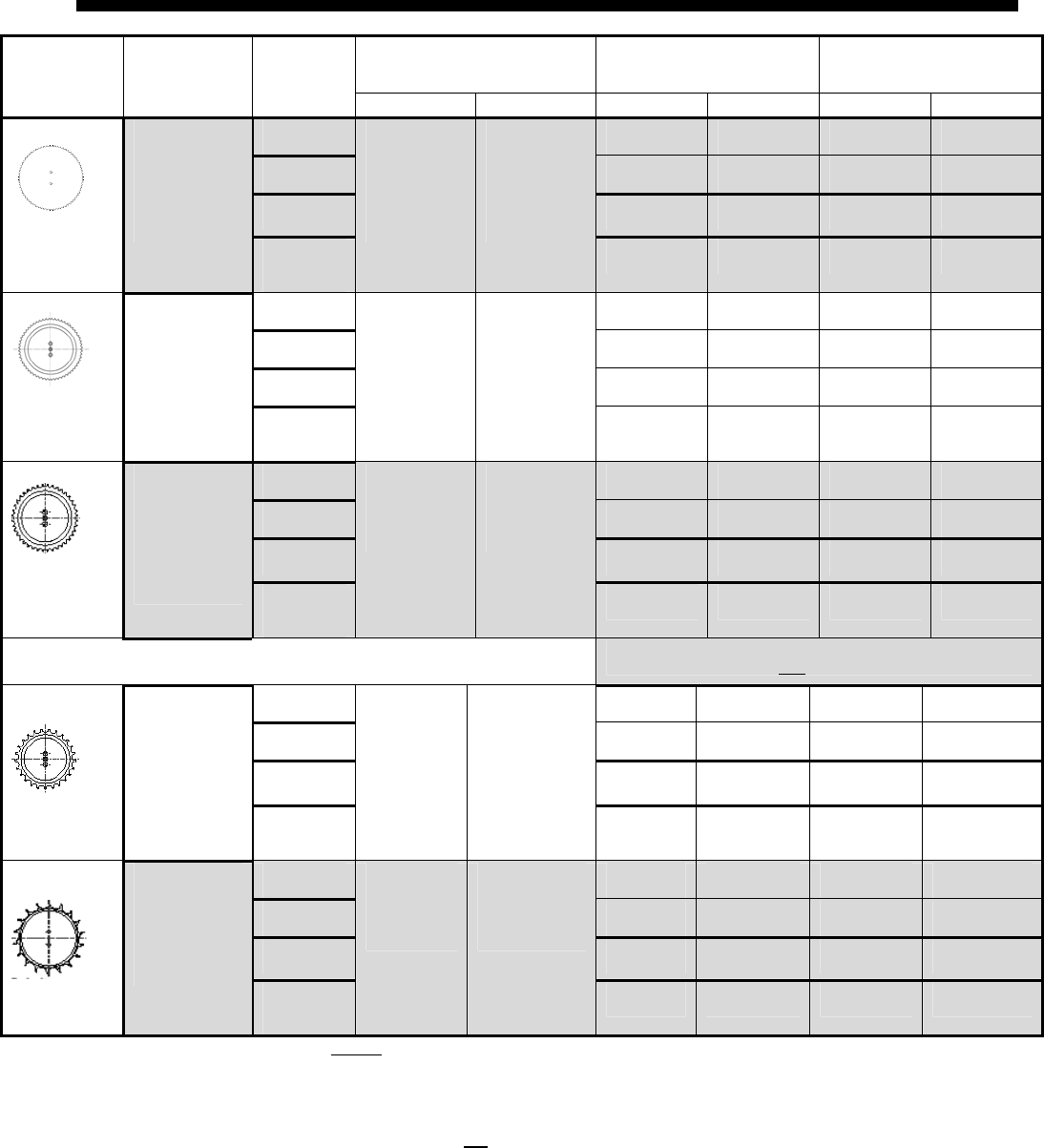
Appendix B Disc Sizing Guides
Disc
Disc
Nomenclature
Min/Max
Disc RPM
Amount of Material Dispensed
every Disc Revolution*
Minimum Throughput -
Continuous Running*
Maximum Throughput -
Continuous Running*
35 lbs./ft
3
44 lbs./ft
3
35 lbs./ft
3
44 lbs./ft
3
35 lbs./ft
3
44 lbs./ft
3
DD30-030672
Default
calibration #
1.50 g/rev
P030672
3 mm thick
5.7 mm diameter
72 pockets
CT100562
0.2 RPM
3 RPM
1.53 g/rev
0.02 g/hole
(micropellets)
1.95 g/rev
0.027 g/hole
(micropellets)
0.04 lbs/hr
0.02 kg/hr
0.04 lbs/hr
0.02 kg/hr
0.61 lbs/hr
0.28 kg/hr
0.77 lbs/hr
0.35 kg/hr
0.2 RPM
8.4 RPM
0.04 lb/hr
0.02 kg/hr
0.04 lb/hr
0.02 kg/hr
1.69 lbs/hr
0.77 kg/hr
2.17 lbs/hr
0.98 kg/hr
0.5 RPM
11.5 RPM
0.10 lb/hr
0.045 kg/hr
0.12 lb/hr
0.05 kg/hr
2.32 lbs/hr
1.05 kg/hr
2.89 lbs/hr
1.31 kg/hr
1.0 RPM
38 RPM
See Note 4
0.19 lb/hr
0.09 kg/hr
0.26 lb/hr
0.12 kg/hr
7.66 lbs/hr
3.47 kg/hr
9.63 lbs/hr
4.37 kg/hr
DD30-050660
Default
Calibration #
1.30 g/rev
P050660
5 mm thick
5.7 mm diameter
60 pockets
822.00738.00
0.2 RPM
3 RPM
1.35 g/rev
0.02 g/hole
1.70 g/rev
0.028 g/hole
0.04 lbs/hr
0.02 kg/hr
0.06 lbs/hr
0.03 kg/hr
0.42 lbs/hr
0.19 kg/hr
0.54 lbs/hr
0.24 kg/hr
0.2 RPM
8.4 RPM
0.05 lb/hr
0.02 kg/hr
0.07 lb/hr
0.03 kg/hr
1.1 lbs/hr
0.50 kg/hr
1.37 lbs/hr
0.62 kg/hr
0.5 RPM
11.5 RPM
0.09 lb/hr
0.04 kg/hr
0.10 lb/hr
0.05 kg/hr
1.46 lbs/hr
0.66 kg/hr
1.83 lbs/hr
0.83 kg/hr
1.0 RPM
38 RPM
See Note 4
0.17 lb/hr
0.08 kg/hr
0.22 lb/hr
0.10 kg/hr
6.48 lbs/hr
2.94 kg/hr
8.54 lbs/hr
3.87 kg/hr
DD30-051040
Default
calibration #
4.00 g/rev
051040
5 mm thick
10 mm dia.
40 pockets
CT21710
0.2 RPM
3 RPM
4.24 g/rev
0.11 g/hole
5.39 g/rev
0.13 g/hole
0.11 lb/hr
0.05 kg/hr
0.15 lb/hr
0.07 kg/hr
1.68 lbs/hr
0.76 kg/hr
2.14 lbs/hr
0.97 lbs/hr
0.2 RPM
8.4 RPM
0.11 lb/hr
0.05 kg/hr
0.15 lb/hr
0.07 kg/hr
4.71 lbs/hr
2.12 kg/hr
5.99 lbs/hr
2.72 kg/hr
0.5 RPM
11.5 RPM
0.27 lb/hr
0.12 kg/hr
0.35 lb/hr
0.15 kg/hr
6.33 lbs/hr
2.87 kg/hr
8.00 lbs/hr
3.62 kg/hr
1.0 RPM
38 RPM
See Note 4
0.55 lb/hr
0.25 kg/hr
0.70 lb/hr
0.32 kg/hr
21.19 lbs/hr
9.61 kg/hr
27.08 lbs/hr
12.28 kg/hr
Consult factory - 40 pocket disc and 35.5 rpm motor for small
pellets and coarse powder only
4-10 DD3
0-051725
Default
calibration #
7.30 g/rev
051725
5 mm thick
17 mm dia.
25 pockets
CT21711
0.2 RPM
3 RPM
7.37 g/rev
0.30 g/hole
9.38 g/rev
0.38 g/hole
0.20 lb/hr
0.09 kg/hr
0.24 lb/hr
0.11 kg/hr
2.92 lbs/hr
1.32 kg/hr
3.70 lbs/hr
1.68 kg/hr
0.2 RPM
8.4 RPM
0.20 lb/hr
0.09 kg/hr
0.24 lb/hr
0.11 kg/hr
8.18 lbs/hr
3.71 kg/hr
10.37 lbs/hr
4.70 kg/hr
0.5 RPM
11.5 RPM
0.48 lb/hr
0.22 kg/hr
0.61 lb/hr
0.27 kg/hr
11.0 lbs/hr
4.99 kg/hr
14.0 lbs/hr
6.36 kg/hr
1.0 RPM
38 RPM
See Note 4
1.00 lb/hr
0.44 kg/hr
1.25 lbs/hr
0.57 kg/hr
37.04 lbs/hr
16.80 kg/hr
47.10 lbs/hr
21.36 kg/hr
4-11 DD3
0-051818
Default
calibration #
13.50 g/rev
051818
5 mm thick
18 mm dia.
18 pockets
CT23057
0.2 RPM
3 RPM
13.42 g/rev
0.75 g/hole
17.08 g/rev
0.95 g/hole
0.35 lb/hr
0.16 kg/hr
0.44 lb/hr
0.20 kg/hr
5.34 lbs/hr
2.42 kg/hr
6.80 lbs/hr
3.08 kg/hr
0.2 RPM
8.4 RPM
0.35 lb/hr
0.16 kg/hr
0.44 lb/hr
0.20 kg/hr
14.96 lbs/hr
6.79 kg/hr
19.03 lbs/hr
8.63 kg/hr
0.5 RPM
11.5 RPM
0.85 lb/hr
0.39 kg/hr
1.12 lbs/hr
0.51 kg/hr
19.60 lbs/hr
8.89 kg/hr
25.63 lbs/hr
11.62 kg/hr
1.0 RPM
38 RPM
See Note 4
1.76 lbs/hr
0.80 kg/hr
2.20 lbs/hr
1.00 kg/hr
67.44 lbs/hr
30.59 kg/hr
85.90 lbs/hr
38.95 kg/hr
Note 1: This guide is to be used for general disc selection for Digital Dosing unit applications. All rates shown are based on
continuous throughput of free-flowing materials. Consult factory for regrind, powder and all hard-to-flow materials.
Note 2: Minimum recovery time is one (1) second, and maximum rate is 9.5 disc revolutions in one screw recovery cycle (injection
mode). Use correct disc for molding applications to ensure proper dispensing of material during the recovery cycle.
Note 3: Feeder should not run continuously below 15% of maximum speed – use lower RPM motor or disc with smaller pockets.
Note 4: 35.5. and 38 rpm motors can only be used with soft pellets – may not have enough torque to cut hard pellets, i.e. PC, PET,
nylon, etc., especially when the shear gets dull.