



















-36-
Model G0602/G0752 (Mfg. Since 11/12)
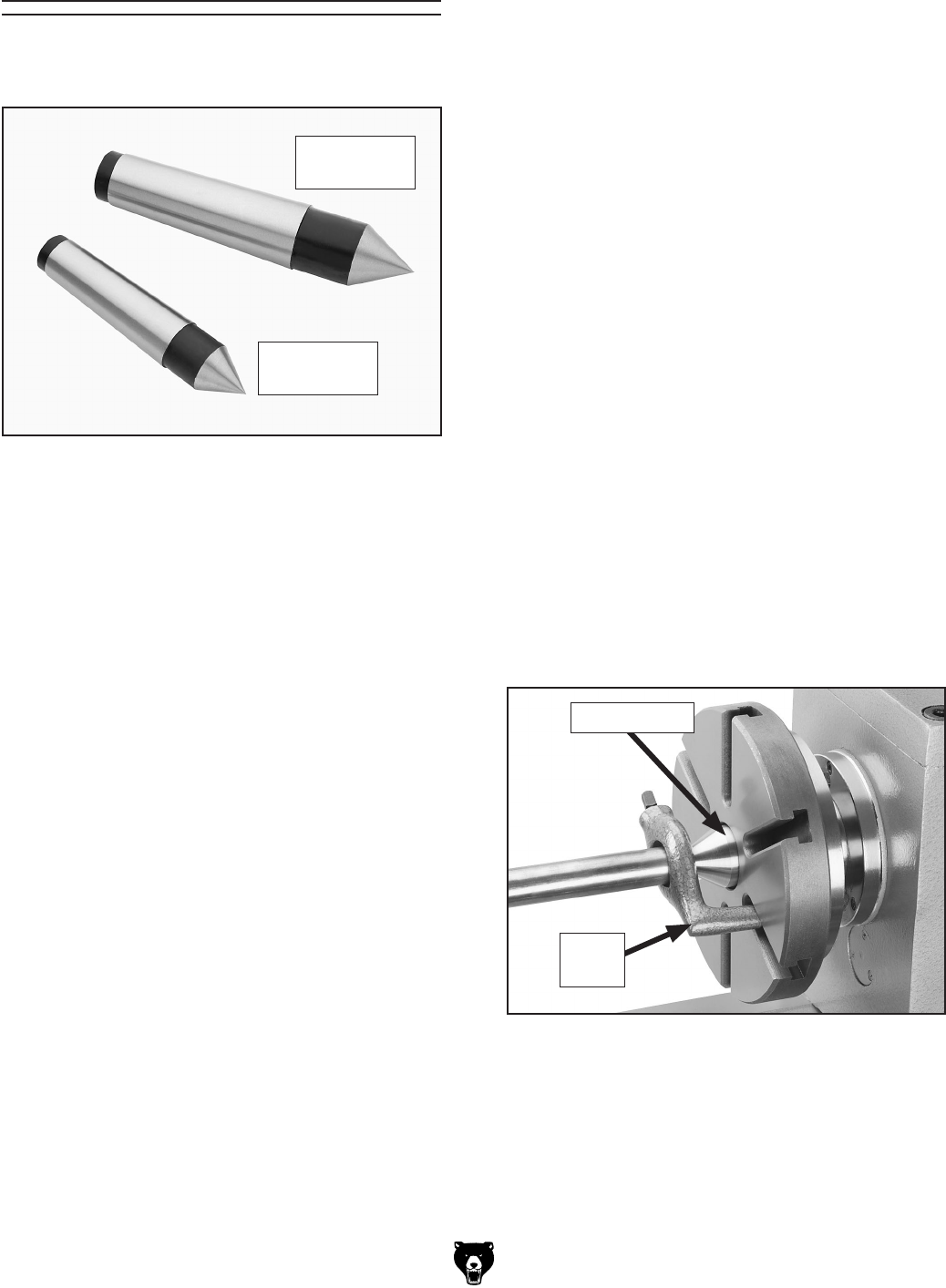
Figure 42 shows one of the two included MT#3
dead centers and the MT#4 dead center.
Centers
Figure 42. Dead centers.
MT#3 Dead
Center
MT#4 Dead
Center
Dead Centers
A dead center is a one-piece center that does not
rotate with the workpiece and is used to support
long, slender workpieces in the tailstock.
A carbide-tipped dead center (not included) can
better withstand the effects of friction than a typi-
cal dead center and is best used in the tailstock
where the workpiece will rotate against it. The tip
of a dead center must be generously lubricated
during the operation to avoid premature wear and
maximize smooth operation. Using low spindle
speeds will also reduce the heat and wear from
friction.
Use the dead center in the spindle for operations
where the workpiece rotates with the center and
does not generate friction.
The spindle taper is an MT#4 and will only receive
the MT#4 dead center. The tailstock quill taper
is an MT#3 and will only receive the MT#3 dead
centers.
Live Centers
A live center (not included) has bearings that
allow the center tip and the workpiece to rotate
together; it can be installed in the tailstock quill for
higher speeds.
Mounting Dead Center in Spindle
1. DISCONNECT LATHE FROM POWER!
2. Thoroughly clean and dry all threads and
mating surfaces of the spindle bore and the
center, making sure that no lint or oil remains
on these surfaces.
Note: This will prevent the tapered surfaces
from seizing due to operational pressures,
which could make it very difficult to remove
the center.
3. Mount a chuck or faceplate onto the spindle,
whichever is correct for your operation.
4. Insert the center into the spindle bore through
the chuck or faceplate.
Figure 43 shows an example photo of a dead
center installed in the spindle, using a lathe
dog and faceplate for turning between cen-
ters.
Figure 43. Example photo of using a dead
center with a faceplate and lathe dog.
Dead Center
Lathe
Dog