



















Model G0602/G0752 (Mfg. Since 11/12)
-47-
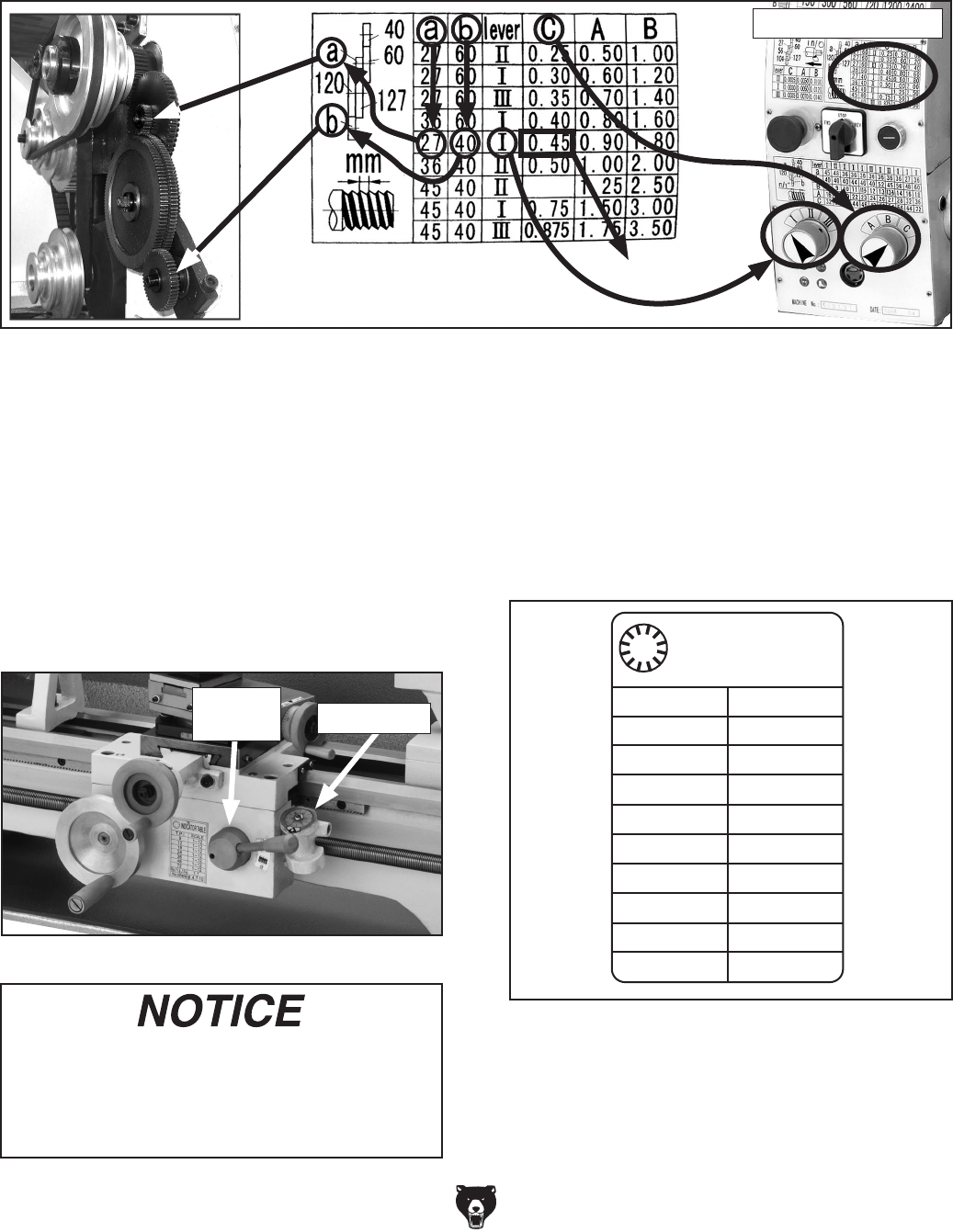
To set the lathe to cut 0.45 TPmm threads:
The steps for setting up the lathe for threading metric threads are the same as those for inch threads. Follow
the instructions on Page 46 for setting the thread pitch to 64 TPI, and refer to the chart below.
Note: Since this lathe has an inch leadscrew,
do not use the thread dial when cutting metric
threads. Instead you must leave the half nut
engaged from the beginning until the threading
operation is complete.
Apron Threading Controls
The half nut lever engages the carriage with the
leadscrew, which moves the carriage and cutting
tool along the length of the workpiece for thread-
ing and power feed operations (see Figure 64).
The numbers on the thread dial are used with the
thread dial chart to show when to engage the half
nut during inch threading. The thread dial num-
bers are not used when cutting metric threads,
since this lathe has an inch leadscrew.
When threading, we recommend using the
slowest speed possible and avoiding deep
cuts, so you are able to disengage the half
nut when required and prevent an apron
crash!
Figure 64. Half nut lever and thread dial.
Thread Dial
Half Nut
Lever
Thread Dial Chart
Find the TPI (threads per inch) that you want
to cut in the left column of the thread dial chart
(see Figure 65), then reference the dial number
to the right of it. The dial numbers indicate when
to engage the half nut for a specific thread pitch.
The thread dial chart can also be found on the
carriage beside the half nut lever.
Indicator Table
9
TPI SCALE
12
18
24
36
48
72
9½,11½, ,13½
1-12
1-12
1-12
1-12
1-12
1-12
1-12
1.7
1.4.7.10
Other TPI
Figure 65. Thread dial chart.
Figure 63. Metric threading setup.
= 0.45 TPmm
Metric Thread Chart