



















Model G0602/G0752 (Mfg. Since 11/12)
-45-
The feed rate chart on the headstock displays the
settings for the feed controls for inch feed rates.
Using the controls on the lathe, follow along with
the example below to better understand how to
set the lathe for the desired power feed rate.
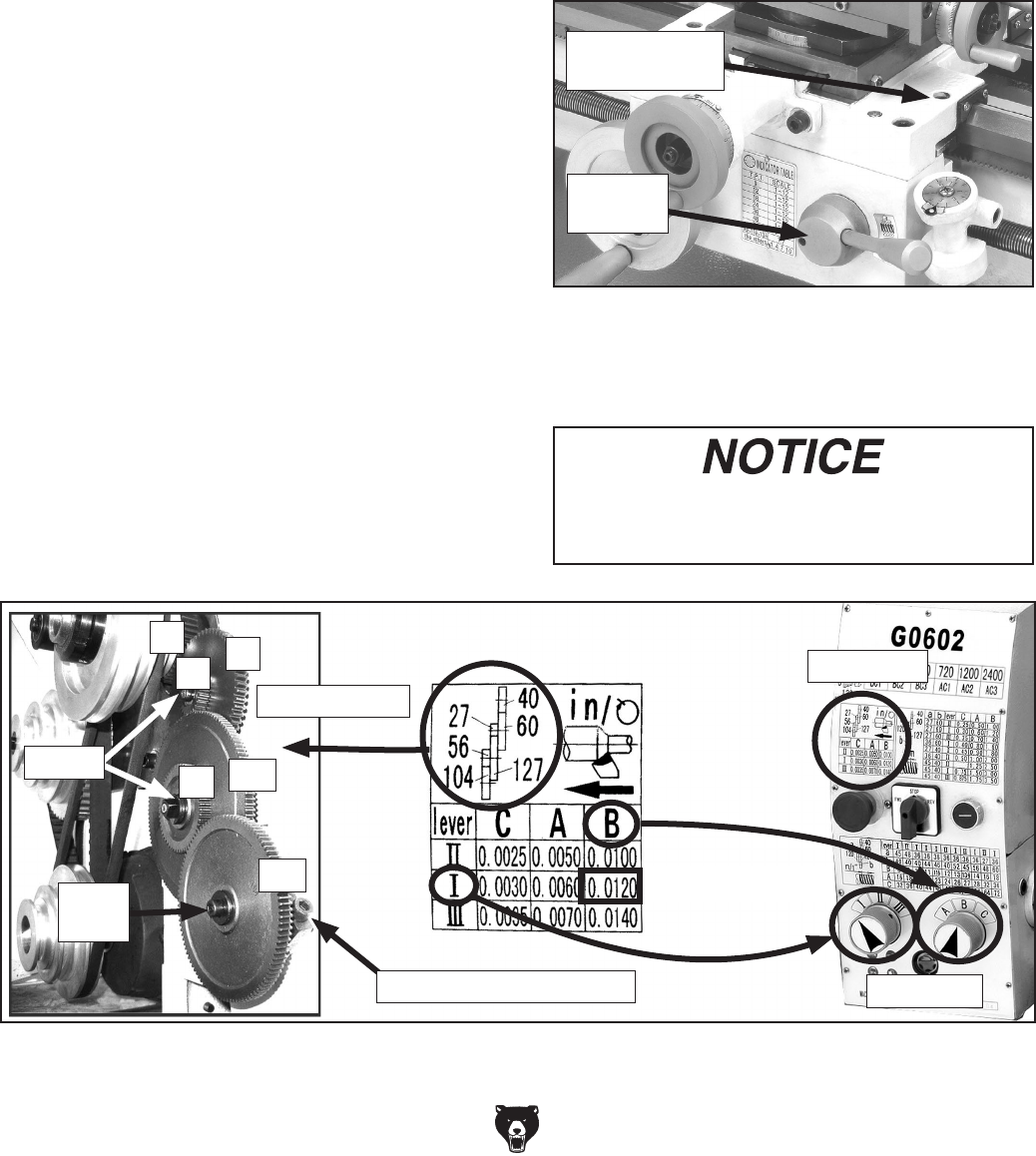
Setting Power Feed Rate of 0.0120 in/rev
1. DISCONNECT LATHE FROM POWER!
2. Turn the feed dials to the numeral and letter
indicated by the chart in Figure 61.
Note: You may have to rock the chuck by
hand to get the gearbox gears to mesh.
3. Gather the required change gears, based
upon the chart in Figure 61.
4. Remove the cap screw that secures the
change gear cover, open the cover, then
loosen the lash adjuster cap screw (see
Figure 61) and swing the change gear
assembly out of the way.
5. Remove the E-clips and cap screw from the
change gears.
6. Lubricate the change gears (refer to Page 55
for detailed instructions) and swap them out
in the order shown on the chart in Figure 61,
then re-install the E-clips and cap screw.
Setting Power Feed Rate
7. Move the lash adjuster so the gear backlash
is between 0.003" to 0.008", tighten the lash
adjuster cap screw, then close and secure
the change gear cover.
8. Loosen the carriage lock (see Figure 60),
and push down on the half nut lever to
engage the power feed.
Figure 60. Carriage lock and feed control.
Carriage Lock
Cap Screw
Half Nut
Lever
The lathe is now set up for a power feed rate of
0.0120 in/rev.
To avoid potential carriage/chuck crash,
disengage the half-nut lever immediately
after completing power feeding operations.
Note: All change gears are stamped with the
number of teeth they have.
Figure 61. Power feed setup.
= 0.012" Feed
Feed Dials
Feed Chart
Change Gears
E-Clips
Cap
Screw
Lash Adjuster Cap Screw
104
127
56
27
60
40